
- Cara memotong utas eksternal. Memotong benang pada pipa dan fitting. Mati. Klupp
- Threading dengan putaran mati (lerks).
- Klupp untuk threading.
- Teknologi pemotongan benang.
- Pendinginan dan pelumasan untuk threading.
- Papan sekrup.
- Memotong benang pada pipa dan fitting.
- Klupp untuk memotong benang pada pipa.
- Kami membuat ukiran dengan tangan kami sendiri
- Pelatihan
- Memotong ulir luar dengan sekrup
- pemotongan benang mati
- Memotong utas internal
- Metode 2. Ulir manual
- Penetapan utas dan alat yang digunakan
- Tahap persiapan
- Pemotongan benang dengan cetakan
- Bekerja dengan klupp
- Keadaan munculnya utas yang rusak
- Saya memotong benang pada pipa dengan lerka, atau klem sekrup.
- Apa itu klupp?
- Kami membuat ukiran dengan tangan kami sendiri
- Pelatihan
- Memotong ulir luar dengan sekrup
- pemotongan benang mati
- Memotong utas internal
- Ikhtisar alat utas
- Peralatan industri dan mesin threading
- Metode Manual
- Alat yang digunakan untuk merangkai
- Pemotongan benang dengan tangan
Cara memotong utas eksternal. Memotong benang pada pipa dan fitting. Mati. Klupp
Cara memotong utas eksternal. Memotong benang pada pipa dan fitting. Mati. Klupp. 4,46/5 (89,23%) kalah 13
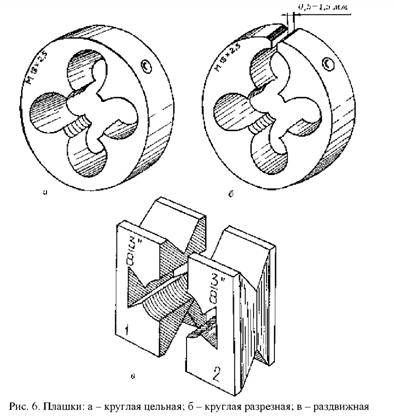
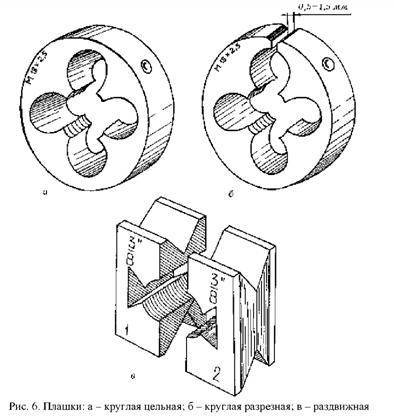
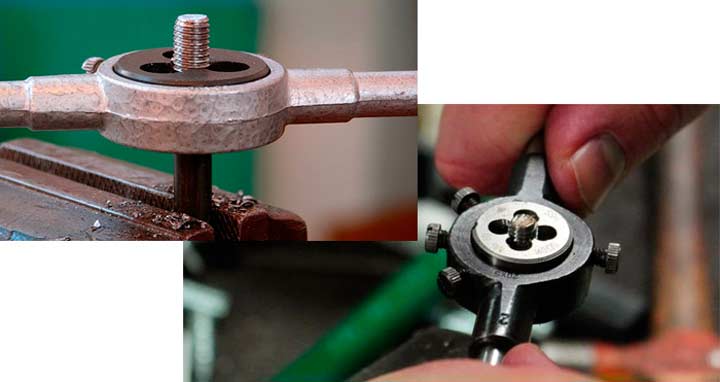
Benang eksternal dipotong menggunakan cetakan bulat atau geser, serta papan sekrup. Pemotongan benang dapat dilakukan baik pada mesin maupun secara manual.
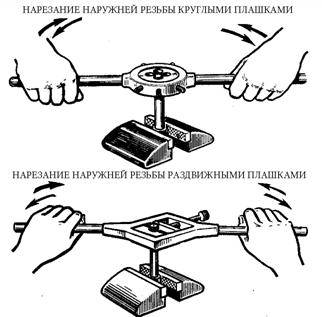
Threading dengan putaran mati (lerks).
Round die (lehrs) adalah piringan dengan lubang potong. Untuk menghilangkan serpihan dan membentuk bulu dengan tepi tajam (Gbr. 1), beberapa lubang chip dibuat di cetakan. Dies (lehrs) dimasukkan ke dalam dudukan lerko dan dijepit dengan sekrup (Gbr. 2).
Beras. 1. Die potong bulat (lerka).
Beras. 2. Pemegang lerko:
1 - bingkai; 2 - pegangan; 3 - sekrup penjepit.
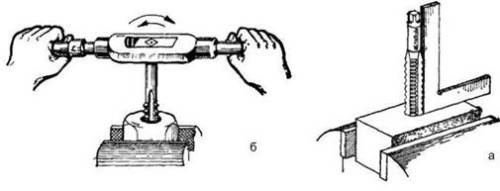
Diameter batang potong diambil sedikit lebih kecil dari diameter luar ulir dan digergaji berbentuk kerucut agar lehr dapat masuk. Pilihan batang untuk memotong ulir metrik atau inci diberikan dalam Tabel. satu:
Tabel 1. Diameter poros untuk baut berulir.
| Benang metrik | Benang inci | ||
| Diameter luar dalam mm | Diameter batang dalam mm | Diameter luar dalam inci | Diameter batang dalam mm |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Sliding die (Gbr. 3, a) terdiri dari dua bagian prismatik dengan lubang potong. Sebuah alur dibuat di bagian tengah lubang mati, yang membentuk ujung tombak.
Beras. 3. Sliding die dan cracker:
a - piring; b - kerupuk.
Klupp untuk threading.
Untuk mengencangkan cetakan, klem sekrup dengan bingkai persegi panjang atau miring digunakan (Gbr. 4). Tonjolan prismatik klupp memasuki alur cetakan, dan dari samping cetakan ditekan dengan baut.
Beras. 4. Klupp (miring)
1 - bingkai; 2 - pegangan; 3 - sekrup penjepit.
Untuk menghindari tekanan langsung baut pada cetakan, yang disebut cracker dipasang di antara cetakan dan baut (lihat Gambar 3, b), yang berbentuk cetakan.
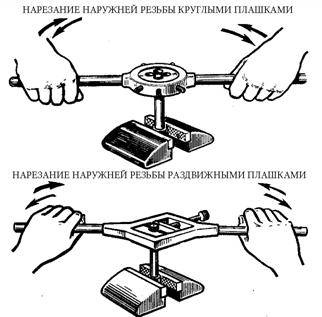
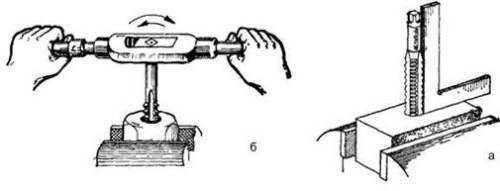
Teknologi pemotongan benang.
Pemotongan dengan cetakan prismatik agak berbeda dengan pemotongan dengan lerks. Saat memotong dengan cetakan, batang tidak digergaji menjadi kerucut, tetapi cetakan dipindahkan terpisah.
Kemudian mereka dijepit pada batang, yang ujungnya harus bertepatan dengan bidang atas cetakan. Dengan memutar dadu ke kanan dan sedikit ke kiri, threading dilakukan.
Posisi lerkoderzhatel dan klupp diatur secara tegak lurus terhadap batang yang dipotong, jika tidak, benang akan miring dan satu sisi.
Pendinginan dan pelumasan untuk threading.
Pada penyadapan dan cetakan harus dilumasi. Sebagai pelumas, Anda dapat menggunakan emulsi biasa, melarutkan satu bagian emulsi dalam seratus enam puluh bagian air. Selain itu, Anda dapat menerapkan: untuk besi cor - lemak babi dan minyak tanah; untuk baja dan kuningan, minyak dan lemak babi rebus dan lobak; untuk tembaga merah - lemak babi dan terpentin; untuk aluminium - minyak tanah.
Tidak disarankan untuk menggunakan mesin dan oli mineral saat memotong benang, karena dengan meningkatkan ketahanan pemotongan, tidak memberikan lubang bersih dan menyebabkan keausan cepat pada tap dan die.
Papan sekrup.
Untuk memotong ulir pada sekrup dengan diameter hingga 6 mm, papan sekrup digunakan. Pada papan sekrup ada beberapa lubang potong dengan diameter berbeda dengan alur chip, dua untuk setiap lubang.
Threading dengan cetakan dilakukan dengan cara yang sama seperti penyadapan. Batang dijepit dengan kuat pada catok, dilumasi dengan oli, dan kemudian die dengan cetakan diletakkan pada batang, dijepit dengan sekrup dan diputar satu putaran penuh ke satu arah dan setengah putaran di sisi lain. Jika batang lebih tebal dari yang dibutuhkan, itu harus diajukan.
Benang baut diukur dengan pengukur ulir annular atau pengukur ulir.
Memotong benang pada pipa dan fitting.
Pipa dan fitting (bagian penghubung untuk pipa) dipotong dengan alat khusus menggunakan fixture.
Klupp untuk memotong benang pada pipa.
Pada pipa, ulir dipotong dengan ulir sekrup khusus (Gbr. 5). Pemotong mati untuk memotong pipa menurut perangkat berbeda dari pemotong mati biasa. Empat sisir baja masuk ke slot dudukannya.










Dengan memutar pegangan atas, mereka dapat disatukan atau dipindahkan. Oleh karena itu, pipa dengan berbagai diameter dapat dipotong dengan satu cetakan. Selain itu, klupp memiliki pemandu yang diatur oleh pegangan bawah.
Pemandu memastikan posisi cetakan yang benar pada pipa saat memotong.
Beras. 5. Klupp untuk memotong pipa.
Pipa selama pemotongan diperbaiki dengan penjepit pipa khusus. Penjepit terdiri dari bingkai di mana kerupuk dengan guntingan untuk pipa dengan berbagai diameter ditempatkan.
Kami membuat ukiran dengan tangan kami sendiri
Pelatihan
Sebelum Anda memotong benang pada pipa dengan tangan Anda sendiri, Anda perlu melakukan sejumlah pekerjaan persiapan:
- potong sepotong pipa dengan ukuran yang diinginkan. Jika ada bagian dari pipa yang diganti, maka pipa yang tidak dapat digunakan harus dipotong dengan hati-hati;
Potongan pipa harus tegak lurus dengan dindingnya. Jika tidak, koneksi berulir tidak akan dapat diandalkan.
- bagian pipa tempat benang akan dipotong dibersihkan dari cat, karat, dan sebagainya. Semua deposit asing mengganggu pekerjaan;
- sebuah talang dikeluarkan dari ujung pipa untuk memudahkan pekerjaan die.

Tahap awal threading
Memotong ulir luar dengan sekrup
Threading pipa dengan ulir sekrup dilakukan sebagai berikut:
- steker sekrup dengan diameter yang sesuai dipilih. Untuk pemilihan peralatan yang benar, caliper digunakan;
- permukaan bagian dalam cetakan dan bagian pipa yang disiapkan diperlakukan dengan oli mesin;
- steker sekrup dimasukkan ke dalam tabung logam, yang memudahkan pekerjaan memutarnya. Pemegang termasuk dalam kit threading pipa;
- jika perakitan awal pipa terjadi, maka pipa dipasang di wakil. Jika Anda perlu memotong utas pada pipa air selama rekonstruksi sistem pasokan air atau sistem rekayasa lainnya, Anda dapat memotongnya langsung pada pipa yang dipasang;
- Klupp dipasang pada pipa yang disiapkan dan rotasinya dimulai, yaitu proses threading.
Setelah membuat beberapa putaran di sekitar pipa, perlu untuk mengambil steker sekrup ke arah yang berlawanan sekitar 90º. Ini akan menghapus chip yang dihapus dari utas mendatang.

Membuat utas dengan ulir sekrup
Setelah pemotongan selesai, minyak harus benar-benar dihilangkan.
Anda dapat dengan jelas melihat proses threading dengan ulir sekrup di video.
pemotongan benang mati
Sebuah mati untuk pipa threading dapat:
- bentuk lingkaran. Untuk pipa ulir dengan berbagai diameter, cetakan dengan ukuran berbeda digunakan;
- geser. Penggunaan cetakan seperti itu membantu dalam memasang pipa dengan berbagai diameter. Dudukan khusus digunakan untuk pelat geser.
Berbagai threading mati
Dies untuk memotong benang pada pipa lebih sering digunakan, karena harganya lebih murah.
Sebelum memotong benang pada pipa dengan cetakan (lerka), Anda perlu menyiapkan pipa dengan cara yang dijelaskan di atas.Kemudian Anda dapat melakukan prosedur itu sendiri sesuai dengan skema berikut:
- menggunakan caliper, pilih die dengan diameter yang dibutuhkan;
- lumasi bagian dalam lerka dan permukaan pipa dengan bahan apa saja yang tersedia;
- pasang piring di dudukan khusus. Tang penyadapan pipa harus terpasang kuat pada dudukannya. Jika tidak, benang akan menjadi tidak rata, yang akan menyebabkan pembentukan kebocoran di persimpangan;
- pemegang die berputar ke arah yang diinginkan. Setelah beberapa putaran, perlu, seperti pada kasus sebelumnya, untuk menyingkirkan chip yang terakumulasi. Untuk melakukan ini, alat diputar sedikit ke arah yang berlawanan;
- setelah threading, pipa dan alat yang digunakan dibersihkan dari minyak.
Pada tahap awal, roughing die digunakan, yang dengan jelas memotong pipa, tetapi tidak memberikan akurasi ulir yang bagus. Potongan terakhir dibuat dengan cetakan akhir.
Threading dengan lerok
Memotong utas internal
Untuk membuat utas internal, Anda perlu:
- siapkan lubangnya. Itu harus bersih dan bebas dari pelapis atau endapan asing. Lubang dilumasi;
- pilih keran berdasarkan diameter;
- pasang keran di dalam lubang, sambil mempertahankan vertikalitas peralatan pemotong. Mulailah memutar keran searah jarum jam.
Prosedur untuk memasang benang di dalam pipa
Untuk menerapkan ulir internal, diperlukan dua ketukan: roughing dan finishing. Ketukan kasar menghilangkan sekitar 70% keripik, sedangkan ketukan akhir menghilangkan 30% sisanya.










Anda dapat membuat utas pada pipa logam dengan tangan Anda sendiri. Ini akan membutuhkan pembelian alat khusus dan sedikit waktu.Melakukan pekerjaan tersedia tidak hanya untuk para profesional, tetapi juga untuk pengguna biasa.
Metode 2. Ulir manual
Penetapan utas dan alat yang digunakan
Sebelum melanjutkan secara khusus ke proses kerja, Anda harus memutuskan untuk apa, pada umumnya, Anda membutuhkan utas.
Faktanya adalah bahwa hanya melalui jenis koneksi yang digabungkan:
- bagian plastik dengan besi;
- katup penutup dan detail serupa lainnya;
- perlengkapan pipa.
Saat ini digunakan untuk memotong:
- dadu khusus (lerka);
- klupp (atau disebut juga gada untuk memotong benang pipa).
Dengan alat ini dimungkinkan untuk melakukan docking produk dengan diameter dan tujuan apa pun.
Tahap persiapan
Setelah memperoleh alat pilihan Anda untuk memotong benang pada pipa, kami melanjutkan ke pelaksanaan pekerjaan.
Pertama, pergi untuk mempersiapkan benda kerja dengan benar:
- pipa dibersihkan dari jejak korosi, sisa-sisa lapisan yang ada, debu dan kotoran sampai muncul kemilau besi yang khas;
- talang dilepas dari ujung benda kerja dengan file;
- titik potong dilumasi dengan sempurna untuk memudahkan kerja alat potong.
Jika Anda menggunakan dadu, disarankan agar Anda berlatih pada sepotong pipa yang bobrok sebelum mulai bekerja. Koneksi berulir yang dibuat secara tidak benar tidak akan memungkinkan Anda untuk menghubungkan bagian-bagian yang diperlukan dengan benar.
Selain itu, tidak disarankan untuk menghemat uang saat membeli alat. Kualitas mati atau klem pipa yang buruk dapat merusak seluruh pipa.
Pemotongan benang dengan cetakan
Saat Anda menggunakan dies untuk membuat koneksi, perintah kerjanya adalah sebagai berikut:
- Pipa dijepit di wakil atau cocok. Hal ini diperlukan bahwa selama pekerjaan benda kerja benar-benar tidak bergerak dan terpasang dengan aman.
- Die dengan diameter yang diperlukan dipasang di dudukan khusus dan dipasang di sana dengan sekrup yang sesuai.
- Pelumasan diterapkan pada die dan tube untuk mempermudah pekerjaan dan melindungi alat dari kerusakan.
- Setelah itu, letakkan pahat dengan hati-hati di ujung benda kerja dan, putar searah jarum jam, potong putaran pertama.
- Jangan lupa bahwa cetakan harus ditempatkan tegak lurus dengan benda kerja.
- Setelah membuat sambungan dengan panjang yang diinginkan, buka alat dan jalankan kembali melalui sambungan.
Bekerja dengan klupp
Perangkat ini memungkinkan Anda untuk dengan mudah memotong benang, apalagi, untuk pengrajin yang tidak berpengalaman. Ini adalah die yang sama, tetapi dilengkapi dengan ratchet pemandu dan perangkat tambahan. Jauh lebih sering dijual dalam satu set dengan lerks dengan ukuran berbeda.
Pekerjaannya adalah sebagai berikut:
- Klupp dengan ukuran yang diinginkan dipasang di ratchet dan diperbaiki.
- Pelumas dioleskan ke alat dan ujung pipa.
- Panduan diletakkan di ujung pipa. Ini memastikan bahwa alat pemotong akan ditempatkan tegak lurus.
- Untuk memotong, putar ratchet.
- Selama bekerja, perlu untuk melumasi bagian yang diperlukan dari benda kerja.
Keadaan munculnya utas yang rusak
Jika persyaratan di atas tidak terpenuhi, ulir dapat menjadi rusak, yang tidak akan memungkinkan koneksi yang benar dan kedap udara dari katup penutup atau alat kelengkapan untuk pipa saluran pembuangan.
Jauh lebih sering keadaan pernikahan adalah:
- alat yang dipilih secara tidak benar - cetakan dan diameter pipa, langkah sambungan atau penampilannya tidak sesuai satu sama lain;
- mati atau mati berkualitas rendah - jika ujung tombak rusak atau tumpul, koneksi berkualitas tidak dapat dibuat;
- jumlah pelumas yang tidak mencukupi;
- penggunaan dies tanpa pengalaman kerja yang relevan.
Saya memotong benang pada pipa dengan lerka, atau klem sekrup.
Untuk memotong benang pada pipa dengan diameter 15 (itu juga 1/2″, juga setengah inci), saya biasanya menggunakan lerk di dudukannya, yang saya taruh di potongan pipa yang sudah disiapkan, di sisi yang memiliki tepi, karena panjangnya bertindak sebagai panduan, yang penting untuk pengait yang seragam dengan lerkoy. Saya dengan ringan menekan ujungnya dengan tangan saya dan memutarnya di luar tepi dengan kunci pas yang dapat disesuaikan, searah jarum jam. Tidak selalu mungkin untuk menggunakan sisi pemandu, ini terjadi karena pemotongan pipa untuk beberapa alasan dibuat sangat dekat dengan pengikat ke dalam riser, maka Anda membuat entri dari sisi lerka.
Dalam hal ini, Anda harus lebih berhati-hati, jaga agar pegangan tetap tegak lurus dengan sumbu pipa, jika tidak, benang bisa bengkok dan putaran keempat akan mendorong pipa. Sebenarnya, jika talang dilepas secara merata di seluruh diameter, maka entri akan berjalan lancar, masing-masing, dan seluruh utas
Tidak selalu mungkin untuk menggunakan sisi pemandu, hal ini disebabkan oleh fakta bahwa untuk beberapa alasan pemotongan pipa dibuat sangat dekat dengan tie-in ke dalam riser, maka Anda membuat entri dari sisi lerka. . Dalam hal ini, Anda harus lebih berhati-hati, jaga agar pegangan tetap tegak lurus dengan sumbu pipa, jika tidak, benang bisa bengkok dan putaran keempat akan mendorong pipa.Sebenarnya, jika talang dilepas secara merata di seluruh diameter, maka entri akan berjalan lancar, masing-masing, dan seluruh utas.
Anda juga dapat memotong ulir dengan sekrup, tetapi biasanya pipa dengan diameter ini digunakan untuk kabel, dan kunci pas tidak dapat digunakan karena ukurannya yang besar.
Semuanya untuk pemasangan pipa.
Pada pipa dengan diameter 20 (itu 3/4″, itu juga tiga perempat inci), saya memotong ulir dengan klem sekrup, meskipun untuk berjaga-jaga saya juga memiliki tiga perempat lehr di dudukan lerko. Untuk alasan yang sama seperti pada paragraf di atas.
Dan pipa dengan diameter 25 (itu 1 , itu satu inci) dan diameter 32 (itu 1 1/4 , itu satu inci dan seperempat), saya memotongnya hanya dengan tutup sekrup dengan ratchet. Hal ini disebabkan semata-mata untuk kompleksitas pekerjaan ini. Menggunakan klupps, prosesnya jauh disederhanakan, difasilitasi, dan dipercepat.
Dalam foto tersebut, selain lerki dan kluppov dengan engkol, saya membayangkan yang saya gunakan untuk kekencangan sambungan berulir, yaitu universal, sealant sanitasi, dan rami sanitasi. Setelah saya memotong utas, saya menerapkan sealant di atasnya, mencoba mendistribusikannya secara merata di semua belokan, dan setelah itu saya melilitkan rami, saya memberi tahu (dan menunjukkan) ini secara rinci di artikel lain, saya akan meninggalkan tautan di bawah.
Koneksi tidak hanya berulir.
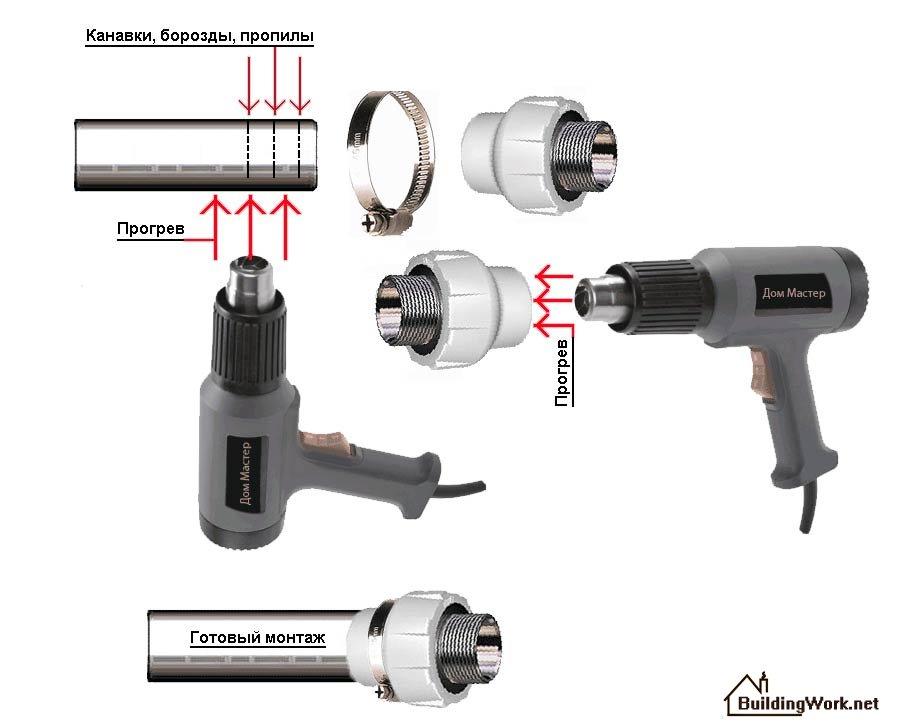
Dalam profesi saya, saya harus menggabungkan polypropylene dengan besi cor saat memasang saluran pembuangan.
Pada dasarnya, sambungan ini dilakukan dengan menggunakan manset karet transisi, yang, ketika diolesi dengan sealant, dimasukkan ke dalam soket pipa atau fitting besi, dan sudah di dalamnya Anda memasukkan pipa fitting atau polypropylene yang diolesi dengan sealant. .Karena ini, koneksi tertutup rapat.










Foto menunjukkan kabel, berbeda ketebalannya, juga digunakan dalam pemasangan saluran pembuangan, dengan menjepit celah antara bahan yang dijelaskan di atas. Penggunaan kabel nyaman karena dapat dibubarkan dan untaian dengan ketebalan yang dibutuhkan dapat dipilih. Penggunaannya relevan dalam kasus ketika manset adaptor tidak sesuai ukurannya, kasus seperti itu tidak sering terjadi, tetapi masih terjadi.
Video: klupp - alat untuk memasang pipa:
Mungkin artikel ini akan bermanfaat bagi Anda: Cara memasang pipa. 10 nuansa penting Cara memundurkan utas secara hermetis (video) Betapa mudahnya memotong dengan penggiling
Jika ada pertanyaan atau tambahan, tulis di kolom komentar. Itu saja untuk hari ini, sukses dalam pekerjaan Anda, salam Andrey.
Bosan mencari informasi dari praktisi? Berlangganan (gulir halaman ke bawah) dan informasi akan menemukan Anda dengan sendirinya. Klik pada ikon jejaring sosial adalah hadiah terbaik untuk pekerjaan saya.
Bagikan dengan teman online:
Apa itu klupp?
Sebuah mati pipa dapat dibandingkan dengan mati. Mereka adalah perkakas satu bagian yang memungkinkan Anda untuk memotong alur yang tepat pada logam dengan bentuk yang diinginkan. Namun, soliditas struktur menciptakan tekanan serius saat memproses elemen pipa berdiameter besar. Anda dapat menghilangkan stres dengan membuat tubuh mati kurang tahan lama. Tapi ini akan mengurangi kekerasan gigi seri, dari mana gigi seri akan cepat tumpul. Untuk memperpanjang umur lerka sebelum diasah, peralatan dilengkapi dengan mekanisme pegas.
Klupp tidak jauh berbeda dengan dies yang familiar bagi tukang ledeng. Ini terdiri dari tubuh silinder yang terbuat dari logam dengan lubang untuk menghilangkan chip.Di sepanjang perimeter cincin logam ada klem terpisah untuk menahan peralatan pada pipa dengan aman. Di bagian dalam, gigi seri diperbaiki, diatur dalam urutan tertentu.
Kami membuat ukiran dengan tangan kami sendiri
Pelatihan
Sebelum Anda memotong benang pada pipa dengan tangan Anda sendiri, Anda perlu melakukan sejumlah pekerjaan persiapan:
- potong sepotong pipa dengan ukuran yang diinginkan. Jika ada bagian dari pipa yang diganti, maka pipa yang tidak dapat digunakan harus dipotong dengan hati-hati;
Potongan pipa harus tegak lurus dengan dindingnya. Jika tidak, koneksi berulir tidak akan dapat diandalkan.
- bagian pipa tempat benang akan dipotong dibersihkan dari cat, karat, dan sebagainya. Semua deposit asing mengganggu pekerjaan;
- sebuah talang dikeluarkan dari ujung pipa untuk memudahkan pekerjaan die.

Tahap awal threading
Memotong ulir luar dengan sekrup
Threading pipa dengan ulir sekrup dilakukan sebagai berikut:
- steker sekrup dengan diameter yang sesuai dipilih. Untuk pemilihan peralatan yang benar, caliper digunakan;
- permukaan bagian dalam cetakan dan bagian pipa yang disiapkan diperlakukan dengan oli mesin;
- steker sekrup dimasukkan ke dalam tabung logam, yang memudahkan pekerjaan memutarnya. Pemegang termasuk dalam kit threading pipa;
- jika perakitan awal pipa terjadi, maka pipa dipasang di wakil. Jika Anda perlu memotong utas pada pipa air selama rekonstruksi sistem pasokan air atau sistem rekayasa lainnya, Anda dapat memotongnya langsung pada pipa yang dipasang;
- Klupp dipasang pada pipa yang disiapkan dan rotasinya dimulai, yaitu proses threading.
Setelah membuat beberapa putaran di sekitar pipa, perlu untuk mengambil steker sekrup ke arah yang berlawanan sekitar 90º. Ini akan menghapus chip yang dihapus dari utas mendatang.

Membuat utas dengan ulir sekrup
Setelah pemotongan selesai, minyak harus benar-benar dihilangkan.
Anda dapat dengan jelas melihat proses threading dengan ulir sekrup di video.
pemotongan benang mati
Sebuah mati untuk pipa threading dapat:
- bentuk lingkaran. Untuk pipa ulir dengan berbagai diameter, cetakan dengan ukuran berbeda digunakan;
- geser. Penggunaan cetakan seperti itu membantu dalam memasang pipa dengan berbagai diameter. Dudukan khusus digunakan untuk pelat geser.
Berbagai threading mati
Dies untuk memotong benang pada pipa lebih sering digunakan, karena harganya lebih murah.
Sebelum memotong benang pada pipa dengan cetakan (lerka), Anda perlu menyiapkan pipa dengan cara yang dijelaskan di atas. Kemudian Anda dapat melakukan prosedur itu sendiri sesuai dengan skema berikut:
- menggunakan caliper, pilih die dengan diameter yang dibutuhkan;
- lumasi bagian dalam lerka dan permukaan pipa dengan bahan apa saja yang tersedia;
- pasang piring di dudukan khusus. Tang penyadapan pipa harus terpasang kuat pada dudukannya. Jika tidak, benang akan menjadi tidak rata, yang akan menyebabkan pembentukan kebocoran di persimpangan;
- pemegang die berputar ke arah yang diinginkan. Setelah beberapa putaran, perlu, seperti pada kasus sebelumnya, untuk menyingkirkan chip yang terakumulasi. Untuk melakukan ini, alat diputar sedikit ke arah yang berlawanan;
- setelah threading, pipa dan alat yang digunakan dibersihkan dari minyak.
Pada tahap awal, roughing die digunakan, yang dengan jelas memotong pipa, tetapi tidak memberikan akurasi ulir yang bagus. Potongan terakhir dibuat dengan cetakan akhir.








Threading dengan lerok
Memotong utas internal
Untuk membuat utas internal, Anda perlu:
- siapkan lubangnya. Itu harus bersih dan bebas dari pelapis atau endapan asing. Lubang dilumasi;
- pilih keran berdasarkan diameter;
- pasang keran di dalam lubang, sambil mempertahankan vertikalitas peralatan pemotong. Mulailah memutar keran searah jarum jam.
Prosedur untuk memasang benang di dalam pipa
Untuk menerapkan ulir internal, diperlukan dua ketukan: roughing dan finishing. Ketukan kasar menghilangkan sekitar 70% keripik, sedangkan ketukan akhir menghilangkan 30% sisanya.
Anda dapat membuat utas pada pipa logam dengan tangan Anda sendiri. Ini akan membutuhkan pembelian alat khusus dan sedikit waktu. Melakukan pekerjaan tersedia tidak hanya untuk para profesional, tetapi juga untuk pengguna biasa.
Ikhtisar alat utas
Threading pada pipa dimungkinkan baik di rumah maupun di pabrik. Teknik yang Diperlukan:
- sisir berulir atau piring dengan sejumlah pemotong tetap;
- mati, kepala, keran dan alat berdasarkan mereka;
- datar dan bulat mati dengan pemegang;
- penggilingan industri kuda-kuda;
- penggilingan dengan alat pabrik abrasif.
 Sisir untuk threading
Sisir untuk threading
Peralatan industri dan mesin threading
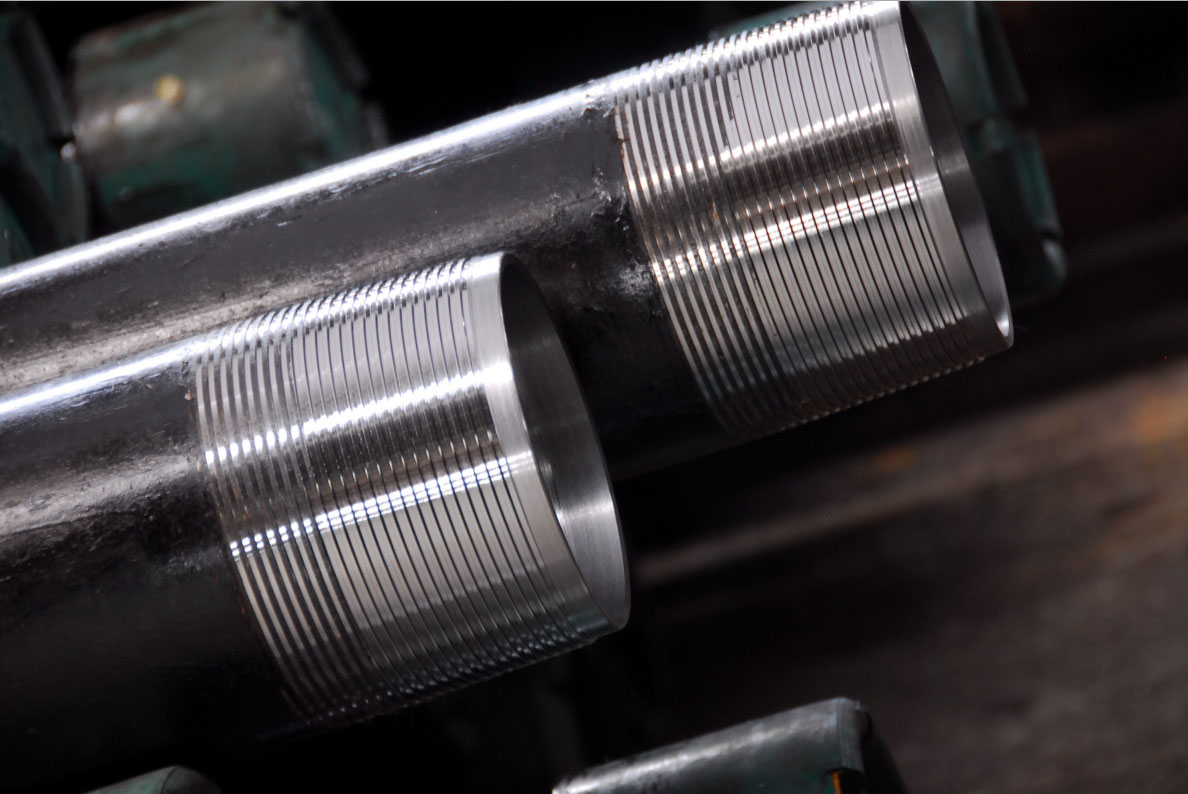
Metode utama produksi industri pipa berulir adalah knurling dengan kepala tiga rol.Alat untuk memasang pipa ini memberikan permukaan alur yang ideal, karena serpihan kasar tidak terlepas selama pemrosesan ujung pipa. Ujung pipa, yang dijepit dengan erat di wakil, digulung di antara kepala bergelombang dalam keadaan dingin atau panas, dan mereka meninggalkan jejak pada permukaan logam. Utas ini memberikan kombinasi ideal dari simpul yang saling berhubungan: peran segel dalam koneksi semacam itu minimal. Alat ulir manual untuk pipa dengan kualitas ini tidak dapat menyediakan.
 pemotong benang
pemotong benang
Yang kurang umum, tetapi digunakan di bengkel dan perusahaan swasta, adalah penggilingan, di mana alur ulir dibuat dengan sisir khusus yang dijepit di catok mesin, dan digiling. Dengan yang terakhir, pipa dan roda gerinda yang saling berputar membentuk alur spiral yang halus. Seperti dalam kasus penggulungan benang, akurasi dan keseragaman pitch, yang merupakan salah satu kriteria terpenting untuk kualitas pekerjaan, hanya dapat dipastikan dengan mekanisme yang dikalibrasi secara profesional.
Metode Manual
Cara paling populer untuk membuat ulir didasarkan pada cetakan bundar yang terbuat dari baja berkekuatan tinggi dengan pemotong di sepanjang tepi bagian dalam. Untuk mengurangi upaya master dan lebih tepatnya mengontrol proses kerja, blok pemotong dimasukkan ke dalam dudukan atau mati. Perangkat ini menyederhanakan proses dan mengurangi biaya pembelian alat: kit master mencakup satu, lebih jarang dua, pemegang mati di mana pemotong yang diperlukan dimasukkan.
Pipa ulir dengan pemotong mati memberikan akurasi yang lebih besar daripada metode sisir: sudut kemiringan alur spiral lebih mudah dikendalikan. Bahkan saat menerapkan utas panjang, Anda tidak perlu mengambil langkah, yaitu, risiko merobohkan keseragaman minimal.
Atur dengan colokan sekrup dengan diameter berbeda
Outlet chip disediakan pada die atau lerk: ini memungkinkan untuk menerapkan benang ke pipa tembaga atau baja dalam satu lintasan. Master dengan pengalaman disarankan untuk tidak menyerah pada godaan seperti itu dan memiliki stok dengan diameter yang sama untuk pekerjaan kasar. Jadi alat utama akan tumpul lebih lambat.
Perkakas tangan untuk memotong benang pada pipa tidak dirancang untuk volume pekerjaan industri.
Alat yang digunakan untuk merangkai
Sebelum mulai bekerja, perlu menyiapkan alat untuk memotong benang pada pipa, yang meliputi perangkat berikut:
- pita pengukur, pensil dan jangka sorong. Perakitan pipa berlangsung sesuai dengan skema yang disiapkan sebelumnya. Pada tahap pertama, perlu menyiapkan pipa dengan panjang tertentu yang ditunjukkan dalam diagram. Untuk menandai, pita pengukur dan pensil digunakan. Jangka sorong digunakan untuk mengukur diameter pipa dan memilih alat yang tepat;

Pita pengukur dan caliper untuk mengukur pipa
Penting untuk menandai pipa dengan sangat hati-hati dan akurat. Setiap kesalahan dalam pengukuran dapat mengakibatkan perakitan desain yang salah, yang mengakibatkan kebutuhan untuk membuat ulang pipa.
- Bulgaria. Alat ini digunakan untuk memotong pipa sesuai dengan tanda yang diterapkan sebelumnya. Alih-alih penggiling, Anda bisa menggunakan gergaji besi;
Alat untuk memotong pipa logam
- ragum.Threading pada pipa harus dilakukan dengan jelas secara horizontal. Untuk melakukan ini, bagian pipa harus diperbaiki dengan aman;
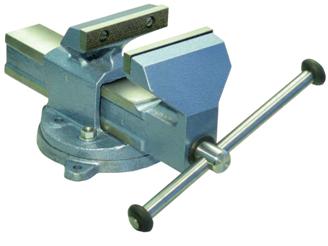
Perangkat untuk memperbaiki pipa pada posisi tertentu
- oli mesin dan pelumas lainnya. Threading pipa dengan tangan akan jauh lebih mudah jika alat dan ujung pipa dilumasi dengan cara khusus;
- kacamata pelindung mata. Pekerjaan apa pun harus dilakukan sesuai dengan semua aturan keselamatan. Saat memotong benang, serpihan logam dapat masuk ke mata dan menyebabkan kerusakan parah pada mata, sehingga perlindungan dalam bentuk kacamata diperlukan;
- alat untuk memotong benang pada pipa. Ini bisa menjadi salah satu dari tiga opsi:

Set pemotong mati untuk memotong benang dengan berbagai ukuran

Die set dan die holder

Alat untuk memotong benang internal
Pilihan alat harus didasarkan pada jenis benang dan prioritas pengrajin. Untuk menerapkan ulir eksternal, cetakan digunakan yang dipasang di dudukan mati atau dudukan sekrup. Untuk menerapkan utas internal, ketukan digunakan.








Pemotongan benang dengan tangan
Semua pekerjaan dilakukan dengan dadu atau lerka. Ini adalah konsep yang identik dan sinonim. Tergantung pada desainnya, mereka dapat:
- Disesuaikan atau geser. Biasanya mereka memiliki beberapa gigi seri, jarak di antaranya dapat diubah. Mereka sangat berguna dalam kasus di mana profil pipa tidak rata karena deformasi atau cacat produksi, tetapi Anda masih perlu memotong utasnya. Paling sering mereka dipasang di klupps, yang memberi mereka fiksasi yang baik. Dengan bantuan produk tersebut, benang dapat dipotong dalam beberapa lintasan, yang meningkatkan akurasi dan kualitasnya.
- Monolitis.Mereka adalah silinder kecil dengan lubang di tengah. Alat semacam itu dijepit di dudukan cetakan khusus. Biasanya diperbaiki dengan satu atau lebih baut. Dengan alat ini, pemotongan dilakukan dalam sekali jalan.
- Kerucut. Dirancang untuk memotong utas yang sesuai yang disebutkan di atas.
Ujungnya sejajar
Lerka dipilih tergantung pada diameter pipa yang sedang diproses, serta ke arah mana benang harus - kanan atau kiri. Semua sebutan diterapkan pada kemasan atau langsung ke alat itu sendiri. Seluruh proses akan bermuara pada langkah-langkah berikut:
Benda kerja diperbaiki. Jika tidak diperbaiki dalam sistem apa pun, maka itu dijepit di catok. Dalam hal pemotongan akan dilakukan pada pipa air atau pipa pemanas, perlu untuk membuat lapisan untuk melumpuhkannya.
Ujung bagian pipa yang disiapkan dilumasi dengan oli mesin atau gemuk. Jika komponen ini tidak tersedia, maka Anda dapat menggunakan apa yang ada - bahkan lemak babi.
Permukaan pemotong pahat juga mengalami pelumasan.
Sebuah pemegang mati dengan pegangan dibawa ke ujung pipa. Ini harus dilakukan tepat pada sudut yang tepat. Jauh lebih mudah untuk melakukan ini dengan dudukan pelat pemandu.
Pada saat yang sama, perlu untuk memutar alat ulir dan menekannya ke nosel. Kopling harus terjadi
Jadi, penting untuk memotong 2 putaran pertama.
Jika Anda tidak menggunakan dudukan cetakan berpemandu, Anda harus selalu memastikan bahwa sudutnya tetap 90°. Jika Anda tidak mematuhi persyaratan ini, maka mungkin ada distorsi
Ini mengancam bahwa utas akan putus, alat akan rusak, atau langkah yang diperlukan tidak akan diperhatikan.
Jangan memotong terus menerus. Dalam prosesnya, serpihan logam akan terbentuk. Untuk menghapusnya, Anda perlu membuat satu putaran ke arah perjalanan dan setengah putaran ke belakang. Melalui ini, akumulasi limbah akan dihilangkan.
Sepanjang jalan, Anda juga perlu menambahkan pelumasan.
Setelah selesai, perlu untuk membuka lehrka dan berjalan lagi untuk membuat eyeliner akhir.
Pemotongan benang mati
Klupp set
Threading dengan pemotong mati mengikuti mekanisme yang sama. Selain segalanya, di beberapa produk dimungkinkan tidak hanya untuk menggeser gigi seri, tetapi juga untuk menyebarkannya. Dalam situasi ini, dimungkinkan untuk melakukan finishing dan roughing pass dengan alat yang sama. Saat menggunakan unit seperti itu, Anda harus sangat berhati-hati selama tahap awal. Hal ini disebabkan oleh fakta bahwa berkat pegangan ratchet, lebih banyak kekuatan yang dapat diterapkan daripada dalam kasus pemegang lerk konvensional. Jika pada awalnya Anda tidak mengatur sudut dengan benar, maka Anda dapat merusak seluruh benda kerja dan tidak menyadarinya. Klupp tidak nyaman digunakan dalam kasus di mana pipa sudah terpasang dan dekat dengan dinding. Itu perlu ditekuk dengan irisan atau bagian dari plester harus dilubangi sehingga nosel pas dan tidak bergerak.





