- Aplikasi
- Jenis pipa tembaga
- Apa yang dibutuhkan untuk menyolder pipa tembaga
- 11. Diameter pipa pemanas:
- Metode untuk menghubungkan pipa tembaga
- Pengelasan
- Sambungan pipa tembaga dengan alat kelengkapan knalpot.
- bergulir
- Pemasangan kompresi
- Tekan pas
- Solder pipa tembaga
- Batasan saat menggunakan pipa tembaga
- Metode untuk menghubungkan pipa tembaga
- Cara menyederhanakan pemasangan pemanas
- Solder kapiler
- 6. Pipa tembaga untuk pemanasan
- Berbagai produk tembaga
- Produksi
- Metode #2: Grooving (Gulungan Groove)
- Mempersiapkan dan membuat sambungan alur knurled
- Menguji sistem knurled lengkap
- nomor 7. Pipa polypropylene untuk pemanasan
- Ikhtisar harga komparatif
- jenis
- spesifikasi
Aplikasi
Ada beberapa situasi ketika lebih baik memilih bahan ini:
- Opsi saat ini untuk memasang sistem pemanas dari pipa tembaga adalah menghubungkan ke boiler bahan bakar padat. Ini disebabkan oleh fakta bahwa sistem seperti itu terkena paparan suhu tinggi yang berkepanjangan (lebih dari 100 derajat Celcius).
- Dibandingkan dengan bahan lain, tembaga lebih baik jika memiliki bentuk yang kompleks.
- Pemasangan akan dibenarkan 100% jika pemilik rumah memiliki dana yang cukup, ia ingin mendapatkan indikator daya tahan tertinggi.
Mempertimbangkan opsi lain, Anda perlu memperhatikan plastik atau stainless steel.
Jenis pipa tembaga
Produk tersebut bervariasi dalam ukuran dan penampang dan dari jenis berikut:
- Pipa anil tembaga. Untuk mendapatkan kelembutan, produk tersebut mengalami perlakuan panas. Ini menyederhanakan instalasi mereka.
- Pipa tembaga bukan anil. Ini adalah segmen lurus dengan panjang 1 hingga 5 m.
Penampang pipa bisa klasik dan persegi panjang. Yang terakhir digunakan dalam pembuatan konduktor untuk belitan stator, yang didinginkan melalui cairan. Pembuatannya rumit dan biayanya lebih tinggi daripada yang konvensional. Diameter pipa tembaga yang paling populer untuk pasokan air adalah dari 10 hingga 23 mm, untuk sistem pembuangan - dari 30 hingga 45 mm.
Apa yang dibutuhkan untuk menyolder pipa tembaga
Menyolder pipa tembaga, yang tidak sulit dilakukan dengan tangan Anda sendiri, tidak memerlukan peralatan mahal dan bahan khusus apa pun. Untuk menerapkannya dengan benar, Anda memerlukan perangkat berikut.
Pembakar, yang dengannya solder dan bagian pipa tempat mereka akan dihubungkan akan dipanaskan. Sebagai aturan, gas propana disuplai ke pembakar seperti itu, yang tekanannya diatur oleh peredam las.
Alat khusus untuk memotong pipa tembaga. Karena produk yang terbuat dari logam ini sangat lunak, mereka harus dipotong dengan cukup hati-hati agar tidak membuat dinding berkerut. Pemotong pipa dari berbagai model ditawarkan di pasar modern, berbeda dalam fungsi dan kemampuan teknisnya.
Desain model individu dari perangkat semacam itu, yang penting, memungkinkan mereka untuk digunakan bahkan untuk bekerja di tempat yang sulit dijangkau.
Ekspander pipa adalah perangkat yang memungkinkan Anda untuk memperluas diameter pipa tembaga, yang diperlukan untuk menyolder dengan lebih baik. Dalam berbagai sistem yang dipasang dari pipa tembaga, elemen dari bagian yang sama digunakan, dan untuk menghubungkannya secara kualitatif, perlu sedikit meningkatkan diameter salah satu elemen yang terhubung. Masalah inilah yang dipecahkan oleh perangkat seperti expander pipa.
Masalah inilah yang dipecahkan oleh perangkat seperti expander pipa.
Kit pembakaran pipa tembaga
Perangkat untuk melubangi ujung pipa tembaga. Setelah pemangkasan, gerinda tetap berada di ujung bagian, yang dapat mengganggu perolehan koneksi yang berkualitas tinggi dan andal. Untuk menghapusnya dan memberikan ujung pipa konfigurasi yang diperlukan, beveler digunakan sebelum menyolder. Ada dua jenis utama perangkat chamfering di pasaran saat ini: ditempatkan di badan bundar dan dibuat dalam bentuk pensil. Lebih nyaman digunakan, tetapi juga lebih mahal, adalah perangkat bundar yang dapat memproses pipa tembaga lunak dengan diameter tidak lebih dari 36 mm.
Untuk menyiapkan pipa tembaga untuk penyolderan dengan benar, perlu untuk menghilangkan semua kotoran dan oksida dari permukaannya. Untuk tujuan ini, sikat dan sikat digunakan, yang bulunya terbuat dari kawat baja.
Mematri pipa tembaga biasanya dilakukan dengan solder keras, yang bisa suhu tinggi dan rendah. Solder suhu tinggi adalah kawat tembaga yang mengandung sekitar 6% fosfor dalam komposisinya. Kawat seperti itu meleleh pada suhu 700 derajat, sedangkan untuk tipe suhu rendah (kawat timah), 350 derajat sudah cukup.
Teknologi menyolder pipa tembaga melibatkan penggunaan fluks dan pasta khusus yang melakukan fungsi pelindung. Fluks semacam itu tidak hanya melindungi lapisan yang terbentuk dari pembentukan gelembung udara di dalamnya, tetapi juga secara signifikan meningkatkan daya rekat solder ke bahan pipa.
Selain fluks, solder dan elemen dasar lainnya, alat tambahan akan diperlukan untuk menyolder pipa tembaga, yang dapat ditemukan di setiap bengkel atau garasi. Untuk menyolder atau mengelas produk tembaga, siapkan juga:
- penanda biasa;
- rolet;
- tingkat bangunan;
- sikat kecil dengan bulu kaku;
- sebuah palu.
Sebelum mulai bekerja, penting juga untuk memutuskan cara menyolder pipa tembaga. Ada dua opsi utama: mematri tembaga (lebih jarang digunakan) dan menggunakan solder lunak. Saat menyelesaikan masalah ini, penting untuk melanjutkan dari fakta bahwa ada persyaratan untuk penggunaan satu atau beberapa jenis solder
Jadi, solder keras digunakan untuk menyolder elemen unit pendingin dan AC. Dalam semua kasus lain (sistem pasokan air, sistem pemanas, dll.), kawat timah dapat digunakan. Tetapi teknologi apa pun yang dipilih, harus diingat bahwa fluks diperlukan dalam hal apa pun.










Saat memecahkan masalah ini, penting untuk melanjutkan dari fakta bahwa ada persyaratan untuk penggunaan satu atau beberapa jenis solder. Jadi, solder keras digunakan untuk menyolder elemen unit pendingin dan AC.
Dalam semua kasus lain (sistem pasokan air, sistem pemanas, dll.), kawat timah dapat digunakan. Tetapi teknologi apa pun yang dipilih, harus diingat bahwa fluks diperlukan dalam hal apa pun.
Kuas untuk mengupas permukaan bagian dalam pipa tembaga sebelum menyolder
11. Diameter pipa pemanas:
Pipa yang terbuat dari bahan yang berbeda disajikan dalam diameter yang berbeda. Untuk memilih nilai yang paling tepat, Anda perlu mempelajari seluruh skema sistem pemanas dan meminta bantuan spesialis. Perkiraan diameter dapat dihitung secara independen. Parameter seperti luas ruangan, di mana daya termal bergantung, dan kecepatan cairan pendingin, diperhitungkan.
Banyak yang salah mengira bahwa semakin besar diameter pipa, semakin tinggi efisiensi sistem. Faktanya, ketika memilih pipa yang terlalu besar, tekanan dalam sistem berkurang, dan pemanasan hilang sama sekali - air hangat tidak dapat mengalir ke seluruh sistem perpipaan dan radiator. Semakin kecil diameternya, semakin tinggi laju aliran air. Idealnya, kecepatan harus lebih tinggi dari 0,2 m/s, tetapi kurang dari 1,5 m/s, jika tidak, proses sirkulasi cairan pendingin akan terlalu berisik.
Diameter dipilih berdasarkan perhitungan keluaran panas yang dibutuhkan. Untuk ruangan dengan ketinggian plafon hingga 3 m, diperlukan energi 100 W untuk setiap 1 m2. Untuk ruangan seluas 20 m2, misalnya, diperlukan daya termal 2000 W, di sini perlu ditambahkan 20% dari cadangan, kita mendapatkan 2400 W. Daya termal ini disediakan oleh satu atau dua radiator, jika ada dua jendela di dalam ruangan - di bawah setiap jendela. Menurut tabel, kita melihat bahwa pipa dengan diameter dalam 8 mm diperlukan untuk menutupi kekuatan ini, tetapi 10 mm juga cocok. Tentu saja, ini semua adalah perhitungan bersyarat, tetapi mereka akan membantu Anda menavigasi anggaran untuk pembelian pipa.
Akhirnya, kami mencatat bahwa lebih baik tidak menghemat pipa pemanas - ini akan menyelamatkan Anda dari banyak masalah.Produk dari produsen seperti Akwatherm, Rehau, Banninger, Wefatherm, FV-Plast telah membuktikan diri dengan baik.
Metode untuk menghubungkan pipa tembaga
Pengelasan
Ini sangat jarang terjadi. Obor las menghubungkan pipa tembaga berdiameter besar untuk pemanasan (dimulai dengan diameter 108 mm);
Sambungan pipa tembaga dengan alat kelengkapan knalpot.
Sebuah lubang dibuat di dalam pipa, cams dimasukkan dan soket ditarik keluar menggunakan alat khusus. Cara yang agak melelahkan dan mahal untuk menyambungkan pipa, Anda memerlukan mesin khusus dan pemasang tidak menghargai opsi pemasangan ini.
bergulir
Metode menghubungkan pipa tembaga bagus, tetapi tidak digunakan dalam sistem pemanas. Sangat jarang menemukan bagian yang berkobar, dan kemudian buatan pabrik.
Pemasangan kompresi
Cukup sering terjadi. Ini terdiri dari tiga bagian: mur, o-ring dan fitting itu sendiri dalam bentuk sudut. Prinsip koneksi: mur, cincin penyegel dan fitting itu sendiri diletakkan di atas pipa tembaga. Kemudian mur dipelintir dan menekan pipa ke fitting. Di sisi lain, hal yang sama dilakukan.
Kerugian dari metode penyambungan pipa tembaga ini adalah tidak ada rekomendasi dengan kekuatan apa untuk mengencangkan mur pada fitting. Setiap orang melakukannya sebaik mungkin, dan akibatnya, kebocoran air dapat terjadi.
Kerugian lain adalah ketidakterpisahan bersyarat dari fitting, tk. cincin penyegel, ketika dikenakan pada pipa, memotongnya dan tetap selamanya. Oleh karena itu, untuk memperbaiki bagian pipa (melepas fitting), perlu untuk memotong bagian pipa ini dan memasukkan yang baru.
Jika Anda ditawari fitting kompresi, lebih baik menolak dan meminta yang lain.
Tekan pas
Jarang, karena.master membutuhkan satu set tang khusus (sekitar dua belas) dan alat press yang mahal untuk memasangnya. Prinsip koneksi: fitting dilemparkan ke atas pipa dan dijepit dengan penjepit dari jenis yang diinginkan. Hasilnya adalah koneksi yang sangat kuat dan tidak dapat dipisahkan.
Perbedaan antara pengolahan fitting pipa lunak dan keras ini.
Selongsong penopang harus dimasukkan ke dalam pipa tembaga lunak saat memasang fitting kompresi. Selongsong memungkinkan Anda untuk menyimpan geometri pipa saat mengompresi cincin penyangga.










Solder pipa tembaga
Metode ini memungkinkan untuk mendapatkan koneksi pipa tembaga berkualitas tinggi menggunakan peralatan murah. Ini biasanya obor propana untuk diameter pipa kecil. Untuk pipa dengan diameter lebih dari 54 mm, obor udara asetilen cocok.
Ada dua jenis penyolderan - keras dan lunak (suhu tinggi dan rendah). Penyolderan keras dilakukan pada suhu yang lebih tinggi daripada penyolderan lunak. Ada pendapat bahwa penyolderan keras lebih kuat daripada penyolderan lunak. Ini tidak benar.
Penyolderan keras kurang berteknologi maju daripada penyolderan lunak. Untuk menyolder menggunakan hard soldering, Anda hanya perlu memasang fitting pada pipa, panaskan sambungan hingga berwarna merah tua, lalu pasang solder.
Solder lunak meliputi:
- Membersihkan sambungan menjadi kilau logam,
- Membersihkan permukaan bagian dalam fitting,
- aplikasi fluks,
- bagian penghubung,
- Menghapus kelebihan fluks
- Sebenarnya solder.
Perbedaan utama antara penyolderan lunak dan penyolderan keras adalah bahwa setelah penyolderan lunak, pipa tembaga memiliki penampilan yang lebih rapi daripada setelah penyolderan keras.Selama penyolderan yang keras, pipa menjadi sangat panas, menghitam dalam ketebalan, menjadi ditutupi dengan serpihan - tidak mungkin untuk membersihkannya, tidak akan terlihat seperti pipa tembaga yang mengkilap, itu akan menjadi hitam. Setelah penyolderan keras, ruang ketel terlihat jelek, jadi jika Anda ditawari penyolderan keras, lebih baik menolak. Hanya solder lunak yang harus digunakan.
Penyolderan keras dari pipa tembaga cocok untuk kasus-kasus ketika bukan cairan, tetapi gas akan diangkut melalui pipa. Misalnya, untuk sistem pendingin udara, sistem untuk mengangkut gas apa pun, hanya penyolderan keras yang diizinkan, karena residu fluks yang diterapkan pada pipa dan permukaan bagian dalam fitting masuk ke dalam pipa dan harus dicuci.
Solder lunak cocok untuk sistem hidrolik sebagai: terlihat lebih estetis.
Batasan saat menggunakan pipa tembaga
Untuk tembaga, ada batasan operasional berikut karena sifat-sifat logam:
- Kelembutan, yang memastikan plastisitas pipa dan kenyamanan pemasangannya, memberikan batasan pada laju aliran air yang diizinkan. Untuk masa pakai yang lama dari sistem pasokan air, nilai hingga 2 m / s optimal.
- Karena kelembutan tembaga, persyaratan berikut dikenakan pada kemurnian air - tidak boleh mengandung kotoran mekanis, yang dicapai dengan memasang filter yang sesuai di saluran masuk. Partikel tersuspensi dapat menyebabkan erosi (tercucinya material dinding pipa) karena benturan mekanis.
- Permukaan tembaga ditutupi dengan film oksida yang terjadi secara alami dan merupakan lapisan pelindung. Klorin yang ada di dalam air mengubah film ini menjadi patina sejati, yang memberikan perlindungan yang lebih besar pada pipa.Ini terjadi hanya jika kesadahan total aliran air adalah 1,42–3,1 mg/l dengan pH dalam kisaran 6,0–9,0. Jika tidak, patina akan dihancurkan, dan ini akan mengarah pada pemulihan berkelanjutan karena konsumsi tembaga, yang secara signifikan dapat mengurangi umur pipa.
- Dalam penyediaan air minum, penggunaan solder timbal tidak diperbolehkan untuk menghubungkan pipa (timbal adalah zat beracun).
- Saat memasang pipa tembaga, semua operasi harus dilakukan agar tidak mengurangi masa pakai sistem dari perkiraan 50 tahun. Saat membengkokkan pipa, lipatannya tidak diperbolehkan, karena ini akan melanggar aliran laminar air. Pipa tidak boleh terpuntir. Jika terjadi kemacetan, pengeditan dilakukan tidak lebih dari 1 kali.
- Gerinda dan gerinda yang terbentuk setelah penyolderan harus dihilangkan, karena berkontribusi pada terjadinya pusaran turbulen dalam aliran air dengan erosi bersamaan, yang akan menyebabkan penurunan masa pakai pipa tembaga.
- Terlalu panas selama penyolderan, terutama yang kuat, dapat menyebabkan sambungan bocor atau kehilangan kekuatan tembaga, hingga meledak.
- Fluks yang digunakan dalam penyolderan harus dihilangkan dengan mencuci, karena merupakan zat yang agresif dan dapat menyebabkan korosi pipa.
- Dilarang memasang elemen yang terbuat dari aluminium, seng, baja setelah pipa tembaga ke arah aliran air untuk mencegah korosi yang terakhir. Jika kondisi ini tidak terpenuhi, penggunaan anoda pasif (dari magnesium, misalnya) diperlukan.
- Transisi dari tembaga ke pipa yang terbuat dari logam lain direkomendasikan untuk dilakukan melalui fitting kuningan, perunggu atau stainless steel untuk menghindari korosi yang cepat dari yang terakhir.
Terlepas dari batasan penggunaan yang ada, saat ini pipa tembaga dianggap sebagai bahan terbaik untuk mengatur sistem pipa.
Metode untuk menghubungkan pipa tembaga
Dalam praktiknya, pipa tembaga untuk pemanasan dihubungkan dengan cara berikut.
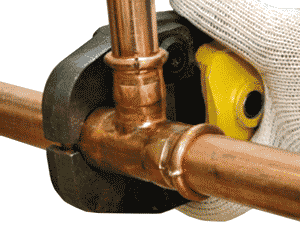
Solder kapiler adalah metode pemasangan yang paling andal. Untuk melakukan ini, Anda memerlukan obor dan solder khusus.
 Metode paling andal berikutnya adalah koneksi dengan alat kelengkapan pers. Metode ini membutuhkan penggunaan penjepit pengepres. Terlepas dari kenyataan bahwa metode ini agak lebih rendah daripada kualitas penyolderan, metode ini cukup sering digunakan, karena praktis tidak memerlukan pelatihan khusus. Penggunaan metode koneksi ini dimungkinkan jika tekanan pembawa energi tidak melebihi 10 atmosfer.
Metode paling andal berikutnya adalah koneksi dengan alat kelengkapan pers. Metode ini membutuhkan penggunaan penjepit pengepres. Terlepas dari kenyataan bahwa metode ini agak lebih rendah daripada kualitas penyolderan, metode ini cukup sering digunakan, karena praktis tidak memerlukan pelatihan khusus. Penggunaan metode koneksi ini dimungkinkan jika tekanan pembawa energi tidak melebihi 10 atmosfer.
Koneksi dengan fitting kompresi. Cara termudah untuk menggabungkan bagian tembaga dari sistem pemanas, hanya kunci pas dengan ukuran yang sesuai yang diperlukan dari peralatan. Kesederhanaan ini agak mempengaruhi kualitas sambungan, alasan masalah paling sering terletak pada kualitas fitting, dan bukan pada pipa itu sendiri.
Cara menyederhanakan pemasangan pemanas
Inilah hal lain yang menarik untuk diketahui tentang pemanasan dari pipa tembaga - pemasangan sistem dapat sangat disederhanakan dan dibuat lebih andal. Ini dimungkinkan karena fakta bahwa pipa logam adalah tembaga, mereka sangat ulet. Selain itu, pipa semacam itu diproduksi tidak hanya dalam bentuk bahan yang diukur, dimungkinkan untuk membelinya dalam gulungan yang cukup panjang. Ini memungkinkan Anda memasang sistem tanpa sambungan linier.
Dalam hal ini, konfigurasi yang diperlukan dari garis pemanas dicapai dengan menekuk pipa, Anda tidak perlu menggunakan fitting sudut. Ada juga kemungkinan penyisipan pipa melintang dengan penyolderan berikutnya.
Untuk menekuk pipa tembaga dan mencegah deformasi, lakukan sebagai berikut.
Untuk menekuk pipa pemanas tembaga tanpa pemanasan awal, Anda harus menggunakan perangkat khusus - penyok pipa. Ini memungkinkan Anda untuk mendapatkan sudut tekuk tertentu, sekaligus mencegah deformasi pipa. Jika Anda mencoba melakukannya secara manual, Anda akan mendapatkan material yang rusak, karena di hampir semua kasus bagian internal terganggu secara signifikan, yang menciptakan resistensi tambahan, menyebabkan penurunan sirkulasi pembawa energi.
Lebih sederhana, dan terlebih lagi tidak memerlukan perangkat yang rumit, adalah pembengkokan pipa yang dipanaskan. Untuk melakukan ini, pipa dipanaskan oleh pembakar, pertama-tama mereka harus diletakkan pada spiral khusus, yang akan mencegah penurunan penampang. Tikungan dilakukan dengan gerakan halus tanpa sentakan.










Ingat, akan mungkin untuk memperbaiki sudut hanya setelah pemanasan ulang, tetapi ini juga tidak diinginkan, dampak seperti itu dapat mempengaruhi sifat-sifat pipa.
Solder kapiler
Metode menghubungkan pipa tembaga ini didasarkan pada aksi gaya tegangan permukaan, yang memungkinkan Anda untuk mengisi sambungan elemen yang terhubung dengan solder.
Untuk mendapatkan koneksi berkualitas tinggi, kondisi berikut harus dipenuhi:
- Bagian-bagian yang akan disambung dihubungkan dengan metode soket. Untuk melakukan ini, ujung satu elemen harus melebar (diperluas), perlu diingat bahwa celah antara pipa pada sambungan harus sepersepuluh milimeter.Untuk tujuan ini, lebih baik menggunakan expander atau alat flanging khusus (untuk pemasangan pipa).
- Pipa-pipa dibersihkan, tergantung pada soldernya, mereka harus dirawat dengan fluks.
- Setelah benda kerja terhubung, mulailah memanaskan sambungan secara merata. Setelah mencapai suhu yang diperlukan, bawa kawat solder ke dalam nyala api. Selama proses peleburan, solder cair akan mengisi seluruh ruang di antara pipa-pipa pada sambungan.
Teknologi penyolderan kapiler, tentu saja, memiliki nuansa tersendiri, yang pertimbangannya tidak mungkin dalam volume satu artikel. Tetapi sambungan jenis ini paling banyak digunakan, karena pemanasan dengan pipa tembaga harus indah agar sesuai dengan biayanya.
6. Pipa tembaga untuk pemanasan
Mari kita lanjutkan studi tentang pipa pemanas logam. Pipa tembaga mulai digunakan pada awal abad ke-17 dan masih aktif digunakan, meskipun ada pilihan yang lebih murah.
Keuntungan:
- daya tahan dibandingkan dengan umur bangunan. Pipa dan perlengkapan tembaga tidak kehilangan kualitasnya selama 100 tahun atau lebih;
- ketahanan terhadap korosi, kekencangan tinggi, kurangnya kemampuan untuk melewatkan udara dan menumpuk endapan di permukaan bagian dalam, oleh karena itu, selama bertahun-tahun, throughput pipa tidak berkurang;
- konduktivitas termal yang tinggi;
- ketahanan terhadap suhu ekstrem (rentang suhu operasi dari -200 hingga +500С) dan lonjakan tekanan dalam sistem;
- penampilan estetika.
Kerugian utama adalah harga tinggi. Bukan hanya bahannya sendiri yang mahal, tetapi juga pabrikan utamanya terkonsentrasi di luar negeri.
Jika kita memperhitungkan daya tahan material dan tidak adanya masalah dalam 100 tahun ke depan, maka biayanya tidak terlihat seperti kelemahan yang signifikan.Jika masalah memilih pipa pemanas tidak bergantung pada anggaran, maka pipa tembaga akan menjadi pilihan terbaik.
Proses instalasinya spesifik, jadi lebih baik mencari bantuan dari para profesional.
Agar sistem pemanas berfungsi selama bertahun-tahun, lebih baik tidak menggabungkan pipa tembaga dengan pipa baja murni. Yang terakhir akan berkarat dengan sangat cepat. Jika kombinasi seperti itu tidak dapat dihindari, maka biarkan pipa baja berada di depan pipa tembaga searah dengan pergerakan air.

Berbagai produk tembaga

Pipa tembaga diklasifikasikan menurut kriteria yang berbeda. Salah satu yang utama adalah cara pembuatannya. Menurut kriteria ini, produk dibagi menjadi beberapa jenis berikut:
- Pipa tembaga yang tidak dianil. Mereka terbuat dari logam murni dengan rolling atau stamping. Pipa memiliki kekuatan tinggi dan mudah menahan tekanan 450 MPa. Menggunakan metode ini memiliki beberapa kelemahan. Hasilnya adalah bahan dengan plastisitas berkurang, yang agak membatasi ruang lingkupnya.
- anil. Pemrosesan pipa dilakukan menggunakan teknologi khusus. Esensinya terletak pada pemanasan material hingga 700 derajat, diikuti dengan pendinginan. Pendinginan dilakukan secara bertahap. Sebagai hasil dari pemrosesan tersebut, produk tembaga kehilangan kekuatannya. Sebaliknya, plastisitasnya meningkat. Karena fitur ini, pipa tembaga banyak digunakan untuk konstruksi pipa yang memiliki konfigurasi kompleks.
Menurut standar, pipa tembaga diproduksi dalam tiga jenis, yang memiliki perbedaan karakteristik dalam hal sifat mekanik dan operasional. Jadi, tergantung pada tingkat kekerasannya, produk tembaga dibagi menjadi beberapa jenis berikut:
- Padat.Produk ini banyak digunakan untuk perpipaan, yang harus memiliki kekuatan tinggi. Distribusi pipa selama proses pemasangan hanya dilakukan dengan pemanasan awal. Pipa mungkin memiliki beberapa putaran. Untuk menekuk pipa pada sudut yang dipilih, Anda harus menggunakan penyok pipa.
- Setengah padat. Pipa tembaga jenis ini dapat dengan mudah menahan ekspansi jika diameternya ditingkatkan sebesar 15%. Produk memiliki plastisitas yang lebih besar dari bahan sebelumnya. Namun, bagaimanapun, Anda membutuhkan penyok pipa untuk menekuk.
- Pipa lunak. Mampu menahan distribusi dengan seperempat peningkatan diameter. Dalam hal ini, tidak ada celah dan retakan. Produk mudah ditekuk. Untuk ini, bahan tidak perlu dipanaskan. Pipa tembaga lunak banyak digunakan untuk sistem pemanas dan pasokan air. Mereka juga banyak digunakan dalam meletakkan pemanas di bawah lantai.
Juga, pipa tembaga diklasifikasikan menurut bentuk bagiannya. Mereka bulat atau persegi panjang. Opsi terakhir jauh lebih mahal. Pipa persegi panjang digunakan untuk pembuatan konduktor khusus pada peralatan listrik. Juga, pipa tembaga dapat memiliki ketebalan dinding yang berbeda (0,6 - 3 mm) dan diameter (12 - 267 mm). Di berbagai area, produk dengan parameter tertentu digunakan. Jadi, Pipa digunakan untuk membangun pipa gas, ketebalan dindingnya adalah 1 mm, dan dalam pipa ledeng - 2 mm.
Produksi
Untuk konstruksi pipa untuk pasokan air dan pemanas, produk tembaga mulus digunakan. Mereka dibuat menggunakan tiga teknologi:
- penggulungan dingin - deformasi benda kerja logam terjadi ketika melewati antara gulungan yang berputar. Lubang tembus dibuat dengan metode firmware.Kemudian selongsong dikalibrasi ke dimensi yang diinginkan;
- gambar dingin - berdasarkan penarikan benda kerja melalui alat gambar (alat gambar) dengan saluran khusus yang panjangnya meruncing. Dalam proses menggambar, logam dikompresi ke parameter geometris yang diperlukan dan diregangkan sepanjang;
- pengepresan panas - mendapatkan pipa dengan ekstrusi (ekstrusi) melalui outlet matriks.
Dalam produksi industri, salah satu dari teknologi ini atau kombinasinya dapat digunakan. Komposisi peralatan dan operasi teknologi mungkin memiliki beberapa perbedaan, tetapi proses manufaktur utama selalu terdiri dari langkah-langkah berikut:
- persiapan benda kerja;
- penggulungan dingin atau penggambaran atau pengepresan panas;
- perawatan panas;
- pelumasan pipa dan peralatan;
- pengolahan produk jadi dan antara;
- memotong menjadi bagian yang diukur atau berliku menjadi gulungan;
- kontrol kualitas produk jadi.
Metode #2: Grooving (Gulungan Groove)
Pipa yang dibuat dengan sambungan dengan alur ujung (knurling grooves) telah dipraktikkan sejak lama pada konstruksi sistem kebakaran sprinkler (irigasi). Sejak 1925, metode penyambungan pipa yang sepenuhnya andal ini telah digunakan pada pipa baja dan besi untuk pemanasan, ventilasi, AC, dan sistem lainnya.










Sementara itu, metode sambungan mekanis knurled serupa juga tersedia untuk pipa tembaga dengan diameter 50mm hingga 200mm. Kit koneksi mekanis knurled berisi:
- kopling,
- gasket,
- berbagai kelengkapan.
Sistem knurling mekanis menawarkan alternatif praktis untuk mematri pipa tembaga berdiameter lebih besar. Dengan demikian, metode knurling tidak memerlukan pemanasan tambahan (aplikasi nyala api terbuka), seperti dalam kasus penyolderan. solder keras atau lunak.
Alur knurling di ujung pipa tembaga adalah salah satu elemen utama dari metode koneksi "knurled groove". Pengukuran setelah penggulungan menentukan pemasangan yang sesuai
Sambungan alur didasarkan pada sifat keuletan tembaga dan peningkatan kekuatan logam ini selama pengerjaan dingin. Desainnya melibatkan penyegelan sistem penjepit, yang menggunakan paking elastomer sintetis (EPDM - Ethylene Propylene Diene Methylene) dan penjepit yang dirancang khusus. Sejumlah produsen di seluruh dunia menawarkan alat untuk membuat sambungan alur - gasket, klem, fitting.
Kelengkapan dengan berbagai ukuran dan klem kerja dengan gasket digunakan dalam desain sambungan yang dibuat dengan metode alur knurled
Mempersiapkan dan membuat sambungan alur knurled
Seperti proses penyambungan tembaga tanpa solder lainnya, persiapan ujung pipa yang benar adalah hal terpenting dalam menciptakan lasan yang kuat dan anti bocor. Pilihan alat knurling yang tepat untuk setiap jenis pipa tembaga juga jelas. Rekomendasi pabrikan harus diikuti untuk memastikan persiapan yang aman dan bebas masalah dari jenis sambungan ini.
Tabel tekanan dan suhu yang diizinkan untuk jenis sambungan ini
| Jenis koneksi | Rentang tekanan, kPa | Kisaran suhu, C |
| Alur, D = 50,8 - 203,2 mm, tipe K, L | 0 — 2065 | dikurangi 35 / ditambah 120 untuk K dikurangi 30 / ditambah 80 untuk L |
| Alur gulungan, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm tipe M | 0 — 1725 | dikurangi 35 / ditambah 120 |
| 0 — 1375 | dikurangi 30 / ditambah 80 |
Proses langkah demi langkah untuk merakit simpul dengan alur knurled:
- Potong sesuai ukuran ujung pipa tembaga persis tegak lurus terhadap sumbu.
- Hapus gerinda setelah pemotongan dan talang.
- Gulung alur ke dimensi yang diinginkan seperti yang dipersyaratkan oleh pabrikan fitting.
- Periksa fitting, gasket, klem dari kerusakan.
- Lumasi gasket sesuai dengan rekomendasi pabrikan.
Sebelum perakitan akhir, periksa permukaan penjepit untuk kebersihan dan kotoran. Pasang kompon sesuai dengan rekomendasi pabrikan.
Fragmen simpul yang dirakit secara praktis menggunakan metode "knurling groove". Gasket elastis dari braket penjepit diperlakukan dengan sedikit pelumas sebelum tempat duduk terakhir dari pipa tembaga.
Mur penjepit akhirnya harus dikencangkan dengan torsi yang dibutuhkan sesuai dengan rekomendasi pabrikan. Setelah mengencangkan sekrup, area penjepitan harus diperiksa ulang untuk memastikan bahwa rakitan terpasang dengan benar.
Menguji sistem knurled lengkap
Pengujian sistem perpipaan lengkap dapat dilakukan dengan menerapkan tekanan udara atau air ke sistem. Metode hidropneumatik juga tidak dikesampingkan ketika tekanan uji yang relatif tinggi diterapkan.
Namun, harus diperhitungkan bahwa nilai tekanan uji tidak boleh melebihi tekanan kerja maksimum yang diizinkan yang ditentukan oleh pabrikan sistem alur knurled.
nomor 7. Pipa polypropylene untuk pemanasan
Pipa polipropilen dibuat berdasarkan polimer, ada beberapa jenis pipa seperti itu, tetapi pipa PP dari propilena khusus biasanya digunakan dalam sistem pemanas. Bahan dari kelompok termoplastik, yang mencakup semua jenis pipa polipropilen, tidak stabil terhadap suhu tinggi, oleh karena itu, untuk sistem pemanas, hanya perlu mengambil pipa yang diperkuat, lebih disukai dengan fiberglass. Jadi, misalnya, pipa tipe PN25 diperkuat, tahan tekanan dalam sistem hingga 25 atm dan suhu +95C dengan peningkatan jangka pendek menjadi +120C.

Keuntungan:
- umur layanan yang relatif lama. Menurut produsen, daya tahannya mencapai 50 tahun;
- tahan korosi. Permukaan bagian dalam pipa tetap halus sepanjang masa pakai, tanpa merusak throughput. Karena sesak, oksigen tidak masuk ke sistem dan tidak merusak elemen logamnya;
- kekuatan mekanik yang tinggi;
- ringan;
- ketahanan terhadap suhu rendah. Jika air membeku di dalam pipa, Anda tidak perlu khawatir tentang integritas - karena kemampuan untuk mengembang, bahan tidak akan rusak dan akan kembali ke bentuk aslinya setelah dicairkan;
- koneksi kedap udara, yang disediakan oleh alat kelengkapan dan pengelasan khusus;
- proses instalasi yang relatif mudah. Untuk menghubungkan elemen individu dengan alat kelengkapan, mesin las khusus digunakan, yang populer disebut besi dan besi solder. Diperlukan beberapa detik untuk mengelas sambungan, dan tidak sulit untuk mempelajari cara bekerja dengan perangkat;
- tingkat kebisingan yang rendah ketika air mengalir melalui pipa, terutama jika dibandingkan dengan logam;
- tidak berbahaya sama sekali bagi kesehatan;
- harga yang relatif rendah.Pipa polypropylene akan lebih murah daripada pipa logam-plastik atau stainless steel.
Di antara kekurangannya:
- ketidakmampuan untuk digunakan di area berbahaya kebakaran;
- hasil ekspansi linier yang tinggi dalam kebutuhan untuk menggunakan kompensator.
Seringkali, kerugiannya termasuk ketahanan panas yang rendah, kekakuan rendah dan ketidakstabilan terhadap palu air. Ini karena pemilihan pipa polypropylene yang salah. Untuk sistem pemanas, hanya produk yang diperkuat yang diperlukan yang tidak melorot, tahan terhadap suhu dan tekanan tinggi. Selain itu, proses produksi sangat penting: jika teknologi dilanggar, pipa dengan kualitas yang tidak memadai keluar, jadi lebih baik memberikan preferensi kepada produsen terkemuka yang tepercaya.










Ikhtisar harga komparatif
Dalam konstruksi, toko pipa Anda dapat membeli pipa pemanas yang terbuat dari bahan yang berbeda:
- Tembaga. Harga rata-rata untuk 1 meter (diameter 20 mm) adalah 250 rubel. Suhu yang diizinkan dari fluida kerja - hingga 500 derajat Celcius. Mereka mengirimkan arus liar, yang merupakan kerugian.
- Polipropilena. Harga rata-rata untuk 1 meter adalah 50 rubel. Cocok untuk suhu cair hingga 95 derajat. Mereka tidak mengoksidasi. Tidak dapat menahan palu air yang kuat.
- Logam-plastik. Harga rata-rata untuk 1 meter adalah 40 rubel. Suhu maksimum hingga 150 derajat. Jangka waktu operasi aktif adalah 15 tahun.
Harga bervariasi tergantung pada diameter, ketebalan dinding, ketenaran pabrikan.
 Pipa tembaga untuk pemanasan
Pipa tembaga untuk pemanasan
jenis
Jenis pipa polypropylene, tergantung pada desainnya:
- padat - terbuat dari plastik homogen;
- diperkuat - dua atau lebih bahan digunakan dalam produksi, yang digabungkan satu sama lain.
Tabung yang diperkuat memiliki beberapa perbedaan dari bagian padat:
- sisi luar dilapisi dengan aluminium foil;
- lapisan aluminium tambahan mungkin ada di dalam bagian;
- tabung dapat diperkuat dengan fiberglass.
Klasifikasi pipa polypropylene dengan tulangan:
- Aluminium. Dapat diperkuat dengan lapisan terus menerus atau mesh dengan lubang kecil. Kehadiran lapisan logam tambahan memberikan penurunan ekspansi termal plastik, peningkatan kekuatan, ketahanan terhadap tekanan.
- Fiberglass. Mereka memiliki struktur berlapis. Lapisan utama adalah dua lapisan polipropilen, di antaranya ada lapisan penguat fiberglass.
- Logam-polimer. Terdiri dari 5 lapisan Luar dan dalam adalah polypropylene. Lapisan menengah - perekat. Bagian tengahnya adalah aluminium.
Karakteristik teknis produk yang diperkuat lebih tinggi daripada bagian yang terbuat dari bahan yang homogen.
 Berbagai pipa polypropylene
Berbagai pipa polypropylene
spesifikasi
Karakteristik teknis pipa polypropylene:
- Indeks ketahanan beku - hingga -15 derajat. Pipa yang terbuat dari bahan ini tidak cocok untuk pembuatan pipa air luar ruangan.
- Konduktivitas termal rendah. Karena ini, cairan mencapai dari satu ujung pipa ke ujung lainnya dengan perbedaan suhu minimum.
- Massa jenis polipropilen adalah 0,91 kg/cm2.
- Ketahanan bahan kimia.
- Tingkat ekspansi linier yang tinggi.
- Kekuatan mekanik - 35 N / mm.
- Pelunakan polypropylene dimulai pada 140 derajat.
- Tahan panas terhadap pembawa panas - hingga 120 derajat.
- Peleburan plastik dimulai pada 170 derajat.
- Kisaran tekanan operasi adalah 10-25 atmosfer.
Pipa dari bahan ini dibuat dengan diameter 10 hingga 125 mm. Bagian-bagiannya dihubungkan menggunakan besi solder khusus. Berkat penyolderan, diperoleh jahitan yang kuat dan kedap udara.