
- 1 Pipa tembaga untuk pasokan air - fitur dan keunggulan teknologi
- Metode koneksi
- pemasangan
- Cara menyolder pipa tembaga, petunjuk langkah demi langkah
- Persiapan koneksi
- Aplikasi fluks
- Pematerian
- Varietas produk tembaga
- Dengan janji
- Menurut metode pembuatannya
- Menurut bentuk bagian
- Menurut tingkat kekerasan
- Jenis berliku
- Perlengkapan apa yang ada di pasaran?
- Opsi #1 - elemen kompresi
- Opsi #2 - fitting kapiler
- Opsi # 3 - alat kelengkapan pers
- Jenis produk pas:
- Nuansa pemasangan dan penyolderan pipa dari semua diameter
- Kerjakan sendiri langkah demi langkah dalam 7 langkah
- spesifikasi
- Klasifikasi pipa
- Persyaratan peraturan
- Pemasangan pipa tembaga untuk suplai air
- Alat dan bahan yang diperlukan
- Kemajuan pekerjaan
- Fitur Pemasangan
1 Pipa tembaga untuk pasokan air - fitur dan keunggulan teknologi
Pertama-tama, tembaga pipa untuk pipa ledeng menarik karena kekuatannya. Produk padat dengan diameter 12 mm, dengan ketebalan dinding hanya 1 mm, dirancang untuk tekanan kerja 100 bar pada suhu 250 °C. Pipa tembaga pada alat kelengkapan, dirakit dengan penyolderan keras, tahan beban maksimum lebih dari 500 atm dan suhu hingga 600 °C. Banyak bahan menjadi rapuh saat suhu turun.Tembaga adalah pengecualian - kekuatan dan keuletan logam ini meningkat dengan penurunan suhu.
Properti ini memastikan diterimanya pembekuan berulang dan pencairan pipa tembaga (tergantung pada kekerasan produk hingga 3 kali). Bahkan jika terjadi kecelakaan, itu hanya di satu tempat, tidak seperti pipa baja, di mana embusan angin menyebar ke seluruh pipa. Oleh karena itu, tidak sulit untuk menghilangkan konsekuensi pembekuan produk tembaga, dan sistem baja harus diganti sepenuhnya.

Pipa tembaga mudah dikerjakan dan sangat berteknologi maju di setiap bagian instalasi: saat melewati lubang, membungkuk di sekitar sudut dan rintangan lainnya, memasang peralatan, memasang cabang pada pipa yang sudah jadi. Untuk semua pekerjaan, diperlukan alat mekanis dan manual sederhana.
Sistem tembaga bersifat universal - fitting dan pipa dengan standar yang sama digunakan untuk semua jenis utilitas. Ini memastikan penggunaan metode instalasi tunggal dan peralatan yang sama. Metode penyambungan pipa tembaga yang paling umum dan paling dapat diandalkan adalah penyolderan kapiler. Lebar penyolderan, bahkan dengan diameter kecil, tidak kurang dari 7 mm dan memberikan kekuatan pemasangan lebih tinggi dari metode penyambungan yang dikenal, termasuk semua jenis pengelasan.

Selama pengujian, selalu ada kerusakan di badan pipa, dan kekencangan sambungan, termasuk yang diservis, tidak pernah putus. Solder kapiler memungkinkan perakitan cepat dan mudah. Keuntungannya sangat jelas jika dibandingkan dengan pengelasan, yang membutuhkan presisi dan perawatan yang lebih besar saat bekerja dengan pipa plastik, atau peralatan besar dalam kasus sistem baja.
Selain koneksi dengan daya tahan dan keandalan yang tinggi (menekan, menyolder, mengelas), ada juga yang tidak memerlukan keterampilan dan alat khusus - menggunakan fitting untuk pemasangan cepat jika terjadi kecelakaan, serta dalam sistem non-tekanan (self -penguncian, kompresi, dan sebagainya). Ini memberikan efisiensi dan fleksibilitas dalam pekerjaan installer. Dilarang memasang pipa tembaga, tetapi fitting kombinasi memungkinkan transisi sederhana ke threading dengan menekan atau menyolder.
Karena plastisitas tembaga, dimungkinkan, menggunakan ekspander mekanis atau manual, untuk menghubungkan pipa dengan penyolderan kapiler tanpa menggunakan alat kelengkapan. Ini memungkinkan (dalam beberapa kasus secara signifikan) untuk mengurangi biaya sistem selama pemasangannya. Metode pemasangan sambungan memberikan jaminan stabilitas parameter dan keandalan sistem.
Diperbolehkan untuk memasang pipa tembaga di dinding dan lantai, jika produk digunakan dalam isolasi, pipa bergelombang, cangkang, di mana ekspansi termal disediakan karena fluktuasi suhu air yang dipasok, atau dipasang di dalam kotak. Koneksi yang dilayani tidak boleh monolitik tanpa menyediakan akses ke sana. Ketika dibuka, pipa tembaga sangat estetis, dapat dicat, tetapi membutuhkan pengaturan yang mencegah risiko kerusakan yang tidak disengaja.
Metode koneksi
Pemasangan produk ini dapat dilakukan dengan dua cara: dengan sambungan berulir atau dengan menyolder. Tembaga dan paduan yang terbentuk atas dasarnya dapat digabungkan dengan penyolderan suhu tinggi dan suhu rendah.

Untuk sistem pasokan air, penyolderan suhu rendah terutama digunakan menggunakan berbagai solder, dengan pengecualian timah timah.Mereka mengandung sebagian besar timbal, yang tidak dapat digunakan. untuk menyolder pipa air minum. Untuk perakitan sistem seperti itu, lebih baik memilih solder timah-tembaga atau perak. Mereka menciptakan jahitan berkualitas baik dan memenuhi semua persyaratan untuk kekuatan, keandalan, dan daya tahan sistem pipa. Sebagai fluks, Anda dapat mengambil rosin - pasta vaseline, yang meliputi rosin, seng klorida, dan vaselin teknis. Ini memiliki konsistensi seperti pasta yang mudah diaplikasikan.
pemasangan
Pemasangan pipa tembaga dilakukan menggunakan koneksi khusus - fitting atau menggunakan pengelasan. Melalui alat kelengkapan tekan atau yang dapat dilipat, pipa-pipa tersebut bergabung dengan kuat ke elemen-elemen sistem pemanas, namun, pengelasan paling sering digunakan. Saat memasang pipa tembaga anil di tempat-tempat yang diperlukan, mereka dapat ditekuk sehingga jumlah total sambungan dan sambungan berkurang. Untuk ini, penyok pipa digunakan, berkat itu dimungkinkan untuk mendapatkan kemiringan yang diperlukan tanpa mengorbankan paten keseluruhan sistem.

Pemasangan alat kelengkapan kompresi tidak memerlukan peralatan khusus: pipa hanya dimasukkan ke dalam alur sampai berhenti, dan kemudian disekrup dengan mur, sementara bahan itu sendiri harus ditekan ke badan pemasangan. Untuk mencapai kecocokan maksimum dan penyegelan lengkap, dua kunci harus digunakan. Itu semua peralatan yang Anda perlukan. Namun, orang tidak boleh melupakan kekhasan pengencang crimp, yang melibatkan kontrol penuh kekencangan - sistem seperti itu secara berkala mulai "menetes", itulah sebabnya sambungan tidak boleh ditutup, akses ke pipa harus dibuka.

Fitting pers dipasang menggunakan mesin press khusus, ini adalah opsi pemasangan yang agak mahal, namun sambungannya kuat dan andal, tetapi one-piece. Para ahli mencatat bahwa penyolderan kapiler dianggap sebagai metode paling universal untuk memasang pipa tembaga, metode ini memungkinkan Anda untuk menghubungkan segmen pipa dengan diameter yang sama satu sama lain. Untuk melakukan ini, pembakaran dilakukan di salah satu ujungnya, yaitu diameternya sedikit meningkat, ini memungkinkan Anda untuk memasukkan satu pipa ke yang lain.

Sambungan dibersihkan dengan spons khusus atau sikat logam, dan kemudian permukaan yang disambung ditutupi dengan fluks - ini adalah komposisi khusus yang memberikan daya rekat maksimum logam ke solder. Pipa yang dirawat dengan cara ini dimasukkan secara berurutan satu sama lain sehingga celah di antara mereka tidak melebihi sepersekian milimeter. Selanjutnya, solder dipanaskan dengan obor yang dilas, dan ketika bahan mencapai suhu leleh, semua celah yang muncul dituangkan dengan komposisi cair.

Setelah jahitan diisi, itu harus didinginkan, untuk ini Anda dapat menurunkan sambungan ke dalam air, atau Anda bisa membiarkannya di udara terbuka. Secara umum, proses ini, seperti halnya perbaikan, cukup sederhana, namun memerlukan akurasi, ketelitian, dan kepatuhan terhadap peraturan keselamatan. Pipa tembaga secara estetis menyenangkan, tetapi terkadang pengguna mengecat produk tersebut sehingga perpipaannya sesuai dengan konsep keseluruhan interior.

Sangat penting bahwa cat yang digunakan untuk ini memenuhi kondisi berikut:
- lapisan tidak boleh berubah warna di bawah pengaruh suhu tinggi;
- cat harus andal melindungi dari segala jenis pengaruh eksternal;
- bahkan pengelupasan minimal tidak dapat diterima.

Dianjurkan untuk melapisi pipa dengan primer sebelum menerapkan cat, para ahli merekomendasikan menggunakan komposisi timbal-merah timbal. Ingatlah bahwa cat tidak menyerap tembaga, jadi Anda harus mengoleskannya dengan sangat hati-hati dengan kuas. Dan bahkan dalam kasus ini, cakupan yang kurang lebih merata hanya dapat dicapai setelah 2-3 lapisan. Namun, Anda juga bisa menggunakan cat dari kaleng semprot, catnya lebih merata.








Cara menyambungkan pipa tembaga dengan tangan Anda sendiri, lihat video berikut.
Cara menyolder pipa tembaga, petunjuk langkah demi langkah
Pekerjaan selangkah demi selangkah memungkinkan Anda mendapatkan koneksi berkualitas tinggi. Saat melakukan proses, Anda tidak perlu terburu-buru, Anda harus mengikuti semua aturan dan rekomendasi.
Persiapan koneksi
Pada tahap pertama, bagian-bagian yang diperlukan dari dimensi yang diperlukan disiapkan. Untuk memotong, pemotong pipa digunakan, yang harus ditempatkan tegak lurus dengan pipa. Pertama, pipa dijepit di braket pahat antara bilah dan rol penopang.
 Pemotong berputar satu atau dua kali di sekitar segmen yang akan dipotong.
Pemotong berputar satu atau dua kali di sekitar segmen yang akan dipotong.
Kemudian mekanisme sekrup dikencangkan. Setelah itu, proses pemotongan diulang. Tindakan tersebut dilakukan sampai pemotongan akhir pipa terjadi.
Untuk menyiapkan bagian dengan ukuran yang diperlukan, Anda juga dapat menggunakan gergaji besi dengan bilah logam. Namun, tidak selalu mungkin untuk melakukan pemotongan yang rata dengan alat seperti itu. Apalagi saat menggunakan gergaji besi, banyak serbuk logam terbentuk.
Oleh karena itu, Anda harus memberikan perhatian yang besar agar mereka tidak masuk ke dalam sistem.Bagaimanapun, serbuk gergaji dapat menyebabkan kerusakan pada peralatan mahal atau kemacetan dalam komunikasi teknik.
 Pemotong pipa memungkinkan Anda mendapatkan potongan lurus. Kemudian gerinda dikeluarkan dari ujung pipa.
Pemotong pipa memungkinkan Anda mendapatkan potongan lurus. Kemudian gerinda dikeluarkan dari ujung pipa. Permukaan bagian dalam produk dibersihkan dan dikurangi. Tindakan yang sama dilakukan dengan segmen kedua.
Permukaan bagian dalam produk dibersihkan dan dikurangi. Tindakan yang sama dilakukan dengan segmen kedua.
Pada tahap selanjutnya digunakan pipe expander atau rolling. Ini memungkinkan Anda untuk meningkatkan diameter salah satu segmen sehingga bagian-bagiannya dapat dihubungkan. Kesenjangan di antara mereka harus 0,02-0,4 mm. Pada nilai yang lebih kecil, solder tidak akan dapat meresap ke dalamnya, dan pada ukuran yang lebih besar, tidak akan ada efek kapiler.
Aplikasi fluks
Fluks diterapkan dalam lapisan genap dalam jumlah minimum pada permukaan luar produk yang dimasukkan ke dalam segmen yang terhubung.
 Operasi dilakukan dengan kuas. Ini mungkin termasuk dalam kit reagen.
Operasi dilakukan dengan kuas. Ini mungkin termasuk dalam kit reagen.
Jika tidak ada, kuas cat digunakan. Perlu menggunakan alat yang tidak meninggalkan serat.
Pematerian
Prosesnya dimulai dengan penyambungan bagian-bagian pipa. Ini dilakukan setelah menggunakan fluks.
 Seharusnya tidak ada benda asing di permukaan yang dibasahi.
Seharusnya tidak ada benda asing di permukaan yang dibasahi.
Ketika pipa dan fitting terhubung, elemen terakhir berputar hingga benar-benar diletakkan di segmen pipa. Tindakan ini juga memungkinkan fluks didistribusikan ke seluruh area yang akan digabungkan. Jika bahan habis pakai keluar dari celah di antara bagian-bagiannya, itu dihilangkan dengan serbet atau kain, karena merupakan komposisi agresif yang berasal dari bahan kimia.
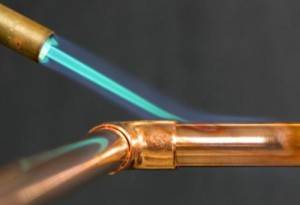
Proses penyolderan suhu rendah dimulai dengan menyalakan kompor. Nyala api diarahkan ke tempat yang akan disambung dan terus bergerak di sepanjang sambungan untuk pemanasan yang seragam.Setelah memanaskan bagian-bagian, solder diterapkan pada celah di antara mereka. Bahan habis pakai akan mulai meleleh jika sambungan sudah cukup dipanaskan. Pada titik ini, obor harus dilepas dari sambungan karena bahan habis pakai akan mengisi celah. Solder lunak tidak perlu dipanaskan secara khusus. Peleburan bahan habis pakai terjadi di bawah pengaruh panas dari bagian yang dipanaskan.
 Solder lunak pipa tembaga
Solder lunak pipa tembaga
Koneksi elemen pipa dibuat dengan kontrol pemanasan tembaga yang konstan. Logam tidak boleh terlalu panas! Jika aturan ini tidak diikuti, fluks akan dihancurkan. Oleh karena itu, oksida tidak dihilangkan dari bagian-bagiannya. Akibatnya, kualitas jahitan berkurang.
Penyolderan keras dimulai dengan pemanasan yang seragam dan cepat dari bagian-bagian yang akan disambung. Itu dilakukan dengan menggunakan nyala api warna biru cerah dengan intensitas sedang.
Solder diterapkan pada sambungan ketika elemen dipanaskan hingga suhu 750 ° C. Mencapai nilai yang diinginkan ketika tembaga menjadi warna ceri gelap. Untuk peleburan solder yang lebih baik, dapat juga dipanaskan dengan obor.
Setelah jahitan mendingin, sambungan dilap dengan kain untuk menghilangkan residu fluks. Jika tidak, zat tersebut dapat menyebabkan penghancuran tembaga. Jika solder telah terbentuk di permukaan pipa, itu dihilangkan dengan amplas.
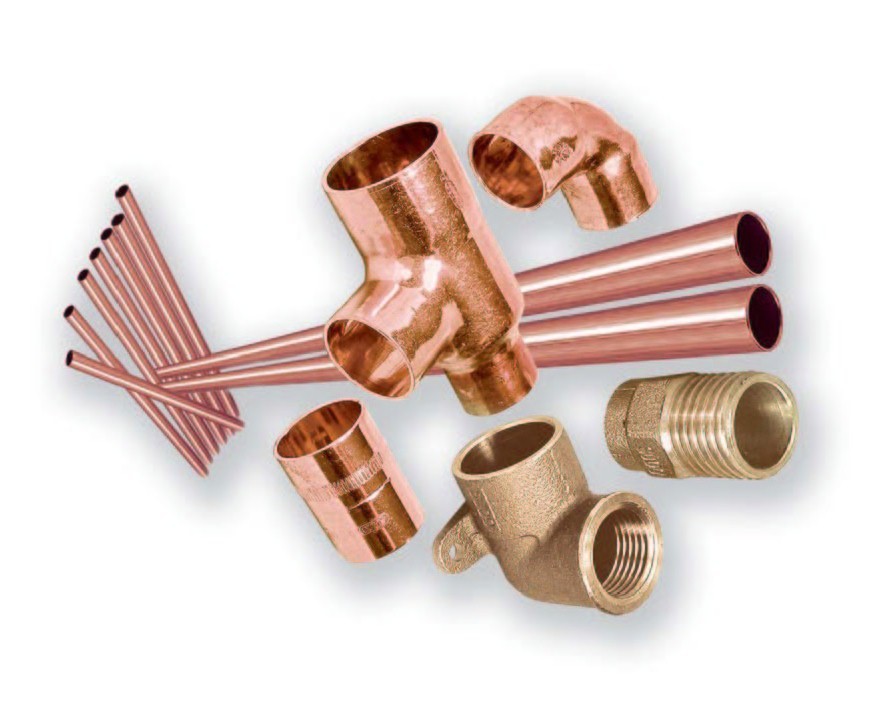
Varietas produk tembaga
Saat ini, ada beberapa jenis tabung tembaga. Di bawah ini adalah yang utama.







Dengan janji
Tabung berikut digunakan untuk tujuan yang dimaksudkan:
- untuk furnitur - terbuat dari krom - 25 mm;
- untuk peralatan komersial - produk oval - 25 mm;
- dalam pembuatan penyangga furnitur - 50 mm (batang);
- untuk ruang dapur - 50 dan 26 mm (pagar dan palang).
Pada produksi furnitur, pipa berlapis krom furnitur digunakan. Ini digunakan dalam struktur furnitur utama - sebagai batang logam. Tidak seperti bulat, ia memiliki penampang persegi panjang. Profil yang paling umum digunakan adalah 40*100, 40*80, 50*50.
Itu dipasang hanya pada permukaan yang rata, dan juga digunakan dalam perbaikan dan di pabrik mobil - saat membuat kerangka yang kuat.
Menurut metode pembuatannya
Tergantung pada metode pembuatannya, tabung tembaga tersebut digunakan sebagai:
Pipa tembaga yang tidak dianil. Itu terbuat dari logam murni menggunakan stamping.
Ini memiliki kekuatan tarik tinggi. Dalam hal ini, logam menjadi kurang ulet, setelah itu ada beberapa batasan penggunaan tabung semacam itu.
Pipa tembaga anil adalah plastik, kualitas ini memudahkan proses pemasangan
Pipa tembaga anil. Ini melewati teknologi pemrosesan khusus. Dipanaskan hingga 700 derajat Celcius dan kemudian didinginkan. Dalam hal ini, elemen pipa menjadi kurang kuat, tetapi lebih fleksibel.
Selain itu, mereka meregang dengan baik - sebelum putus, panjangnya bertambah 1,5 kali lipat.
Produk perpipaan anil lebih lembut, sehingga pemasangannya lebih cepat dan mudah.
Menurut bentuk bagian
Menurut bentuk bagian mengalokasikan:
- pipa air bundar;
- elemen pipa memiliki bentuk persegi panjang. Mereka digunakan untuk membuat konduktor di belitan stator peralatan listrik, yang didinginkan dengan metode cair.
Dimensi pipa tembaga dapat ditentukan dengan diameter luar, yaitu 12-267 mm. Dalam hal ini, setiap ukuran pipa memiliki ketebalan dinding tertentu sebesar 0,6–3 mm.
Saat mengalirkan gas ke rumah, digunakan pipa yang memiliki ketebalan sama dengan 1 mm setidaknya.
Saat memasang pipa ledeng, dalam banyak kasus pipa tembaga digunakan, yang memiliki ukuran seperti: 12, 15, 18, 22 kali 1 mm, 28, 35, 42 kali 1,5 mm dan 52 kali 2 mm.
Menurut tingkat kekerasan
Menurut tingkat kekerasannya, tabung tembaga digunakan, seperti:
Lembut. Sebutannya adalah M atau W. Mereka mampu menahan ekspansi tanpa retak dan robek ketika diameter luar mengembang 25%.
Produk pipa semacam itu digunakan ketika sistem pemanas sedang dibuat atau pipa sedang diletakkan untuk pasokan air konsumen. Pada saat yang sama, distribusi balok pipa ke pipa ledeng dan perangkat pemanas dibuat.
Elemen pipa lunak dalam banyak kasus digunakan dalam konstruksi dan perbaikan pipa air. Koneksi mereka dianggap paling sederhana - docking dapat dilakukan tanpa menggunakan peralatan tambahan.
Pipa tembaga dapat menahan suhu tinggi dari cairan yang diangkut melaluinya
Setengah padat. Mereka memiliki sebutan berikut - P atau NN. Produk pipa tersebut mampu menahan ekspansi dengan peningkatan diameter 15%.
Saat dipasang, pemanas digunakan untuk menghubungkan tabung tanpa menggunakan alat kelengkapan. Untuk produk semi-padat yang menekuk atau tidak menekuk, penyok pipa untuk pipa tembaga digunakan.
Padat. Mereka ditunjuk oleh huruf-huruf berikut - T atau H. Saat dipasang, distribusi dilakukan hanya selama pemanasan. Untuk menekuk pipa, gunakan penyok pipa.
2 jenis produk tembaga terakhir digunakan dalam pembangunan berbagai jalan raya.
Juga, bagian-bagian tersebut digunakan dalam konstruksi pipa, yang seharusnya meningkatkan kekuatan mekanik.
Penyegelan tabung semacam itu dianggap sebagai proses penting. Bagaimanapun, pelepasannya dapat terjadi kapan saja - misalnya, ketika sealant habis. Jika terjadi situasi seperti itu, sambungan harus sepenuhnya diulang.








Jenis berliku
Pabrikan menggunakan berbagai jenis belitan untuk pipa tembaga:
- pita FUM. Pita ini digunakan di semua jenis koneksi berulir;
- menyembuhkan sealant untuk pipa. Bahan semacam itu digunakan baik di berbagai perusahaan maupun dalam kehidupan sehari-hari;
- sealant buatan sendiri untuk pipa ledeng. Pipa-pipa yang dipasang di rumah-rumah tahun 1940-an tidak bocor.
Juga, metode ini dapat diterapkan jika perlu membuat pemanas dari pipa tembaga.
Jika timbal merah tidak tersedia, maka cat PF biasa harus digunakan.
Penyegelan saat bekerja dengan sistem penghantar fluida adalah wajib
Perlengkapan apa yang ada di pasaran?
Pipa tembaga cukup sederhana dan mudah dipasang. Hal ini disebabkan oleh adanya sejumlah besar jenis koneksi dan fitting untuk mereka, yang memungkinkan untuk melakukan sistem konfigurasi yang kompleks. Saat melakukan pekerjaan instalasi, peralatan khusus yang besar tidak diperlukan. Koneksi dalam pipa tembaga dianggap sebagai elemen yang paling dapat diandalkan. Tergantung pada metode sambungan yang digunakan, ada beberapa jenis alat kelengkapan.
Opsi #1 - elemen kompresi
Bagian-bagiannya dilengkapi dengan cincin kompresi khusus, yang memastikan kekencangan sambungan dan mengamankan pemasangan ke pipa. Elemen dikencangkan dengan tangan menggunakan mur dan kunci pas. Keuntungan utama dari bagian kompresi adalah kemudahan pemasangan.Tidak diperlukan peralatan atau pemanas khusus. Dengan metode ini, Anda dapat memasang pipa di tempat yang paling tidak dapat diakses. Biaya tenaga kerja pemasangan rendah, dan sistem yang dihasilkan cukup tahan lama dan ketat. Fitting kompresi juga memiliki kelemahan. Mereka tidak dirancang untuk tekanan tinggi, mereka perlu diperiksa dan dikencangkan secara berkala. Tidak mungkin untuk mengkonkritkan detail seperti itu.
Secara teoritis, elemen kompresi menyediakan koneksi yang dapat dilipat. Namun, praktik menunjukkan bahwa setelah pembongkaran dan perakitan pertama, keandalan perakitan menurun tajam dan harus diubah. Ada dua jenis fitting kompresi. Mereka ditandai dengan huruf A dan B.
- Bagian A digunakan untuk jaringan pipa di atas tanah yang terbuat dari tembaga semi-padat.
- Bagian B digunakan untuk mengatur komunikasi tanah dan bawah tanah dari pipa yang terbuat dari logam semi-keras dan lunak.
Pemasangan bagian dari kedua jenis dilakukan sesuai dengan skema yang sama.
Diagram menunjukkan perangkat fitting kompresi. Mudah dipasang, tetapi memberikan koneksi yang lemah yang membutuhkan pemantauan rutin.
Opsi #2 - fitting kapiler
Fitting tembaga brazing disebut fitting kapiler. Mereka menghubungkan pipa dengan solder, yaitu kawat tembaga, timah atau perak, yang terletak di bawah ulir internal bagian tersebut. Selama pemasangan, pemasangan dipasang pada pipa, yang sudah dilapisi sebelumnya dengan fluks. Area sambungan dipanaskan dengan obor sampai solder logam meleleh dan mengisi celah kecil antara fitting dan pipa. Setelah itu, bagian-bagian tersebut dibiarkan dingin. Setelah itu, pembersihan eksternal dilakukan menggunakan alat khusus.Pipa siap digunakan.
Proses menyolder fitting melibatkan penggunaan solder, yang, ketika meleleh, mengisi celah di antara bagian-bagiannya.
Keuntungan dari metode koneksi ini dapat dianggap keandalan yang tinggi. Tekanan operasi maksimum rakitan adalah 40 bar pada suhu sistem 150 °C. Metode kapiler memberikan jahitan yang sangat rata dan rapi, jumlah solder minimum yang digunakan selama pekerjaan, biaya pekerjaan pemasangan cukup terjangkau. Kerugian relatif dari metode ini termasuk kehadiran wajib pembakar dan kebutuhan akan kualifikasi dan pengalaman tertentu untuk orang yang akan terlibat dalam pemasangan.
Opsi # 3 - alat kelengkapan pers
Prinsip pengoperasian bagian didasarkan pada penggunaan plastisitas tembaga dan kerentanannya terhadap deformasi yang dibuat di bawah tekanan mekanis. Untuk mendapatkan sambungan seperti itu, pipa, yang sebelumnya dimasukkan ke dalam fitting pers, dikerutkan dengan penjepit pers. Kekuatan crimping minimum 32 kN. Ini memungkinkan Anda untuk membuat koneksi kuat satu bagian. Cincin penyegelan diletakkan di sepanjang kontur fitting pers, yang memastikan kekencangan sambungan. Bagian penghubung dapat berputar, kekencangan dan kekuatan tidak mengalami hal ini. Secara struktural, alat kelengkapan tekan berbeda di bagian dengan kontur kompresi deformasi ganda dan tunggal.
Keuntungan utama dari elemen-elemen ini adalah kemungkinan pemasangan cepat tanpa menggunakan pemanas listrik atau nyala api terbuka. Mereka dipasang di fasilitas di mana penggunaan pembakar dengan api terbuka dilarang, serta di dalam berbagai tangki, tangki, dan wadah. Sambungan yang dihasilkan lebih kuat daripada yang dibuat dengan bagian kompresi.Kerugian dari elemen termasuk biaya yang lebih tinggi daripada alat kelengkapan solder, dan kebutuhan untuk menggunakan peralatan khusus selama pemasangan - pengepres hidrolik atau listrik dengan satu set penjepit dengan profil dan diameter yang berbeda.
Untuk memasang alat kelengkapan pers Anda perlu menggunakan mesin pres listrik atau hidrolik dengan satu set penjepit dengan diameter dan bentuk yang berbeda
Jenis produk pas:
Elemen penghubung yang terbuat dari logam dan plastik diproduksi dengan modifikasi yang sama seperti produk baja dan plastik:
- Skrup lurus. Jenis produk paling sederhana untuk menghubungkan dua pipa dengan diameter yang sama.
- Kopling transisi. Produk yang digunakan untuk menghubungkan pipa dengan ukuran bagian yang berbeda.
- Kotak. Alat kelengkapan yang memungkinkan Anda untuk menghubungkan dua pipa di sudut kanan.
- Ranting. Produk yang memungkinkan Anda mengubah posisi relatif pipa dari 45 menjadi 120 °.
- salib. Konektor yang dirancang untuk menghubungkan empat pipa pada sudut 90°.
- Tee. Alat kelengkapan yang menghubungkan tiga buah pipa, salah satunya dipasang tegak lurus dengan dua lainnya.
- Colokan Produk yang dirancang untuk menutup bagian ujung pipa. Mereka memiliki ulir internal atau eksternal untuk memasang pipa.
- Puting. Kelengkapan, yang merupakan produk dengan ulir eksternal di kedua ujungnya, yang dengannya mereka terhubung ke bagian lain dari pipa.
- Futorki. Produk yang digunakan untuk menyambung pipa ke alat ukur. Mereka memiliki utas internal di satu ujung dan utas eksternal di ujung lainnya.
- Perlengkapan. Elemen yang memungkinkan untuk menghubungkan pipa ke peralatan proses (boiler, boiler, filter, penukar panas, kolektor).
- Drive.Digunakan untuk menambah panjang pipa menggunakan ulir internal atau eksternal.
- orang Amerika. Produk menyerupai taji dengan mur serikat. Mereka bisa lurus dan bersudut, memungkinkan Anda untuk mengubah arah pergerakan pipa yang terhubung.

Semua jenis alat kelengkapan yang terdaftar memiliki ulir - eksternal, internal atau gabungan. Selain itu, ada juga elemen penghubung satu bagian, serta produk yang dihubungkan dengan pengelasan atau penyolderan kapiler.
Elemen penghubung dari daftar di atas adalah jenis fitting paling populer yang digunakan dalam pemasangan pipa. Saat memasang sistem rekayasa yang lebih kompleks dan sangat terspesialisasi, alat kelengkapan khusus lainnya dapat digunakan - mur pengunci, barel, ekstensi, dan elemen lainnya.
Nuansa pemasangan dan penyolderan pipa dari semua diameter
Pipa tembaga dan alat kelengkapan untuk pipa dihubungkan dengan threading atau solder, metode pertama dianggap lebih sederhana dan lebih mudah diakses oleh non-profesional. Pekerjaan dimulai dengan menggambar diagram pengkabelan dan menghitung rekaman; jika tidak ada pengalaman, disarankan untuk memberikan margin 3-5 m.
Kerjakan sendiri langkah demi langkah dalam 7 langkah
Pipa tembaga do-it-yourself dengan koneksi berulir dirakit dalam urutan berikut:
- Pemotongan pipa.
- Pembersihan file gerinda di area pemotongan, pada pipa dengan isolasi PVC, lapisan isolasi dibersihkan.
- Penghapusan talang.
- Menempatkan mur serikat dan ferrule pada pipa.
- Mempersiapkan pemasangan, mengawinkannya dengan mur dan mengencangkan sambungan (pertama dengan tangan, lalu dengan kunci pas).
- Sambungan pipa baja (jika perlu) menggunakan alat kelengkapan transisi, penyegelan wajib sambungan berulir.
- Tes kebocoran.
Pipa tembaga dan perlengkapan untuk pipa ledeng harus dipasang dengan benar.
Memeriksa kondisi sambungan dan pemasangan yang benar
Perakitan pipa air tembaga menggunakan alat kelengkapan tekan dianggap cukup andal, kualitas penyegelan tergantung pada kekuatan puntiran. Disarankan untuk menggunakan tang pneumatik atau hidrolik khusus untuk operasi ini. Kerugian dari metode ini adalah memburuknya penampilan pipa air pada sambungan, jika penampilan memainkan peran yang menentukan, maka bagian-bagian tersebut harus dihubungkan dengan menyolder.









Menyolder dianggap sebagai cara paling andal untuk menghubungkan pipa tembaga. Urutan tindakannya hampir sama dengan perakitan dengan alat kelengkapan pers: pipa dipotong dan dilindungi dengan hati-hati dari gerinda
Penting untuk menyeka produk dari debu dan residu film oksida (di dalam dan di luar). Kemudian fluks diterapkan ke permukaan luar pipa, fitting dimasukkan dengan celah wajib, area sambungan dipanaskan secara merata dengan pembakar atau obor, ketika memilih opsi kedua, panas berlebih harus dihindari. Untuk memeriksa apakah suhu yang diinginkan telah tercapai, cukup dengan menyentuh solder dengan ringan, jika meleleh, maka area tersebut sudah memanas
Setelah itu, solder dimasukkan ke celah kiri dan jahitannya disegel
Untuk memeriksa apakah suhu yang diinginkan telah tercapai, cukup dengan menyentuh solder dengan ringan, jika meleleh, maka area tersebut sudah menghangat. Setelah itu, solder dimasukkan ke celah kiri dan jahitannya disegel.
Nuansa penyolderan yang penting: selama pemanasan dan koneksi, bagian dari pipa masa depan harus tetap tidak bergerak.Upaya dan gerakan apa pun hanya diperbolehkan setelah pemadatan solder. Pada akhir perakitan, sistem harus dicuci dari residu fluks.
MENONTON VIDEO
Produk yang dipanaskan mudah ditekuk; pegas khusus digunakan untuk memberikan bentuk yang diinginkan sambil mempertahankan bagian. Peralatan optimal untuk memproduksi elemen bengkok adalah penyok pipa khusus, pembeliannya disarankan untuk volume pekerjaan yang besar. Bagian yang dirakit dengan menyolder sistem terlihat lebih rapi daripada yang bengkok saat diulir. Namun, terlepas dari keuntungan dan keandalan yang jelas dari metode ini, penyolderan tidak dilakukan di tempat yang mudah meledak karena nyala api terbuka. Langkah-langkah keselamatan kebakaran adalah wajib. Pipa tembaga dan alat kelengkapan pipa banyak digunakan dalam konstruksi.
spesifikasi
Tingkat logam non-ferrous memiliki dampak signifikan pada karakteristik teknis pipa canai dari bahan ini. Pada dasarnya, pipa air tembaga terbuat dari tembaga murni. Dalam produksi produk canai, paduan logam ini juga digunakan. Mereka mengandung komponen paduan dalam jumlah kecil.
Persentase pengotor spesifik dalam tembaga mempengaruhi kondisi operasi, sifat mekanik dan teknologi pipa. Elastisitas dan kekuatan logam non-ferrous meningkat dengan penambahan seng, timah, besi dan timah.
Ketahanan paduan terhadap korosi meningkat dengan bantuan fosfor. Ketahanan mekanik tembaga ditingkatkan dengan berilium dan aluminium. Pabrikan baja canai menggunakan mangan untuk mengurangi dampak pengotor yang tidak diinginkan pada material.
Klasifikasi pipa
Pipa tembaga memiliki diameter yang bervariasi.Throughput komunikasi tergantung pada ukuran bagian. Kisaran standar diameter pipa berkisar dari 1/4″ hingga 2. Di dalam hunian, pipa dengan ukuran berikut terutama digunakan:
- 1/2″ - untuk mandi dan mandi;
- 3/8″ - untuk keran dapur dan wastafel;
- 1/4″ - untuk sambungan toilet, bidet, dan pembuat es.
 Pipa tembaga pipa di kamar mandi.
Pipa tembaga pipa di kamar mandi.
Produsen memproduksi dua jenis pipa tembaga:
- Produk anil adalah produk lunak yang telah diperlakukan dengan suhu tinggi 550-650 °C. Annealing berlangsung 60-90 menit, kemudian benda kerja yang dipanaskan secara bertahap menjadi dingin. Proses ini memungkinkan untuk mendapatkan pipa fleksibel yang tahan terhadap tekanan tinggi, perubahan suhu yang tiba-tiba dan lingkungan yang lembab.
- Produk yang tidak dianil adalah produk kaku dengan kekuatan lebih tinggi tetapi elastisitasnya kurang.
Dimungkinkan untuk membeli produk yang digulung dalam insulasi khusus dengan selubung PVC. Kondensasi tidak terbentuk pada permukaan produk jenis ini.
Pipa tembaga yang diproduksi juga berbeda dalam ketebalan dinding. Area penggunaan produk yang digulung tergantung pada parameter, karena karakteristik ini mempengaruhi tekanan kerja tertinggi dalam sistem.
Produk berdinding tebal dengan huruf "K" digunakan untuk input dan dalam jaringan proteksi kebakaran. Seringkali produk dengan dinding tebal diletakkan di tanah. Fitting kompresi sering digunakan untuk menghubungkan bagian individu dari penggulungan pipa tersebut.
Produk berdinding tipis dengan huruf "M" digunakan untuk membuat jaringan rumah tangga, tetapi memiliki banyak batasan. Paling sering, saat memasang sistem pipa ledeng, pipa bertanda "L" digunakan.
Persyaratan peraturan
Produk dengan dinding tebal, diproduksi dengan menekan dan menggunakan deformasi dingin, harus memenuhi spesifikasi yang tercermin dalam GOST 617-2006. Pipa berdinding tipis yang ditarik diproduksi sesuai dengan GOST 11383-75.
Produsen terkenal dan bertanggung jawab menghasilkan produk presisi tinggi. Karakteristiknya sesuai dengan GOST 26877-2008. Selama produksi pipa tembaga, paduan dan tembaga primer digunakan, sesuai dengan persyaratan GOST 859-2001.
Pemasangan pipa tembaga untuk suplai air
Sebelum mulai bekerja, Anda perlu membuat diagram struktur pipa masa depan dan, atas dasar itu, menghitung rekaman pipa yang digulung dan jumlah elemen penghubung (kopling tekan, tee, tikungan, adaptor, dll.).
Alat dan bahan yang diperlukan
Untuk melakukan pemasangan pipa paduan tembaga canai, Anda perlu menyiapkan seperangkat alat, yang terdiri dari:
- Gergaji besi untuk pemotong logam atau pipa.
- Tang.
- Kalibrator manual.
- Kunci pas atau kompor gas (untuk memanaskan bagian pipa saat menghubungkan bagian dengan menyolder).
- Mengajukan.
Untuk menyambung bagian pipa, tergantung pada metode sambungan yang dipilih, bahan berikut akan diperlukan:
- Tepat.
- FUM - pita untuk menyegel sambungan alat kelengkapan yang dapat dilepas.
- Solder dan fluks (dalam hal produk solder).
Tindakan pencegahan
Produk tembaga menyolder dilakukan saat dipanaskan hingga suhu tinggi, oleh karena itu, saat bekerja, perlu mengenakan pakaian pelindung dan menggunakan pelindung api. Hal ini diperlukan untuk melepas kepang karet atau plastik dari bagian-bagian yang akan disambung di zona kontak. Katup yang akan dipasang harus dibuka agar cincin penyegel tidak meleleh.










Saat menyolder produk tembaga dalam sistem pipa yang sudah terpasang, semua katup penutup harus dibuka sehingga tingkat tekanan dalam pipa tidak melebihi nilai yang diizinkan karena pemanasan beberapa bagian.
Kemajuan pekerjaan
Docking segmen pipa menggunakan fitting dilakukan dalam urutan berikut:
- Potong bagian pipa sesuai ukuran yang dibutuhkan.
- Jika pasokan air dirakit dari pipa tembaga dengan insulasi PVC, maka lapisan ini harus dihilangkan di ujung produk.
- Bersihkan garis potong dengan file duri.
- Hapus bevel.
- Letakkan di bagian yang disiapkan secara bergantian mur serikat dan cincin kompresi.
- Hubungkan fitting ke mur dan kencangkan benang terlebih dahulu dengan tangan dan kemudian dengan kunci inggris.
- Di tempat pemasangan transisi dari pipa tembaga ke pipa baja, kekencangan sambungan dipastikan dengan menggunakan pita FUM.
Saat menghubungkan pipa dengan menyolder dengan tangan Anda sendiri, Anda harus mengikuti tindakan pencegahan yang dijelaskan di atas dan memiliki keterampilan tertentu. Proses persiapan dan penyolderan itu sendiri meliputi langkah-langkah berikut:
- Memotong panjang pipa yang dibutuhkan dengan pemotong pipa atau gergaji besi.
- Penghapusan lapisan insulasi panas (jika ada) dan gerinda yang dihasilkan di ujungnya.
- Penghapusan film oksida di zona penyolderan dengan amplas abrasif halus.
- Pengamplasan pas.
- Pelumasan permukaan luar bagian dengan fluks.
- Memasukkan ujung pipa ke dalam fitting sedemikian rupa sehingga celah tidak lebih dari 0,4 mm tetap ada di antara bagian-bagiannya.
- Pemanasan zona kontak elemen pembakar gas (gambar di bawah).
- Memasukkan solder ke celah antara fitting dan ujung pipa tembaga.
- Jahitan solder.
- Membilas sistem dari partikel fluks.
Proses menyolder produk gulungan pipa tembaga dapat dilihat di video:
Fitur Pemasangan
Pemasangan dengan menyolder membentuk sambungan satu bagian yang tidak memerlukan perawatan dan dianggap paling andal dalam pengoperasiannya. Tetapi untuk menyolder pipa tembaga, Anda harus memiliki pengalaman yang cukup dalam jenis pekerjaan ini dan pengetahuan yang relevan. Pemula dapat menggunakan rekomendasi berikut:
- Membersihkan produk tembaga tidak boleh dilakukan dengan pembersih abrasif, amplas kasar atau sikat kawat, karena akan menggores tembaga. Goresan yang dalam di permukaan mengganggu sambungan solder.
- Fluks adalah zat yang cukup agresif dengan aktivitas kimia yang tinggi. Oleskan dalam lapisan tipis menggunakan kuas. Jika ada kelebihan di permukaan, pada akhir proses penyambungan bagian, maka harus segera dihilangkan.
- Zona kontak harus dipanaskan secukupnya, tetapi tidak berlebihan, untuk mencegah logam meleleh. Solder itu sendiri tidak boleh dipanaskan. Itu harus diterapkan pada permukaan bagian yang dipanaskan - jika mulai meleleh, maka Anda dapat mulai menyolder.
- Pipa harus ditekuk sedemikian rupa untuk mencegah lipatan dan puntiran.
- Pemasangan produk tembaga harus dilakukan di depan bagian aluminium atau baja ke arah aliran air untuk mencegah korosi yang cepat dari yang terakhir.
- Untuk transisi dari pipa tembaga ke bagian logam lain, disarankan untuk menggunakan alat kelengkapan yang terbuat dari kuningan, perunggu atau baja tahan karat.



