- Memilih tempat dan metode pemasangan radiator
- Metode sirkulasi pendingin
- 5 Mitos dan fakta tentang pipa tembaga untuk suplai air
- Menandai dan biaya
- Metode #2: Grooving (Gulungan Groove)
- Mempersiapkan dan membuat sambungan alur knurled
- Menguji sistem knurled lengkap
- Alat yang Anda perlukan
- Varietas produk tembaga
- Pilihan untuk menyambung pipa yang terbuat dari tembaga
- sambungan las
- Koneksi pembakaran
- Tekan metode koneksi
- Koneksi jenis utas
- Perakitan sendiri
- Klasifikasi berdasarkan bahan pembuatan
- Varietas produk tembaga
- Dengan janji
- Menurut metode pembuatannya
- Menurut bentuk bagian
- Menurut tingkat kekerasan
- Jenis berliku
Memilih tempat dan metode pemasangan radiator
Opsi untuk menghubungkan radiator pemanas tergantung pada skema pemanasan umum di rumah, fitur desain pemanas dan metode pemasangan pipa. Metode berikut untuk menghubungkan radiator pemanas adalah umum:
- lateral (sepihak). Pipa inlet dan outlet dihubungkan pada sisi yang sama, sedangkan suplai terletak di atas. Metode standar untuk bangunan bertingkat, ketika pasokan berasal dari pipa riser. Dari segi efisiensi, cara ini tidak kalah dengan cara diagonal.
- Lebih rendah.Dengan cara ini, radiator bimetalik dengan sambungan bawah atau radiator baja dengan sambungan bawah dihubungkan. Pipa suplai dan balik dihubungkan dari bawah di sisi kiri atau kanan perangkat dan dihubungkan melalui unit koneksi radiator bawah dengan mur serikat dan katup penutup. Mur union disekrup ke pipa radiator bawah. Keuntungan dari metode ini adalah lokasi pipa utama yang tersembunyi di lantai, dan radiator pemanas dengan sambungan bawah cocok secara harmonis ke interior dan dapat dipasang di ceruk sempit.
- Diagonal. Pendingin masuk melalui saluran masuk atas, dan aliran balik terhubung dari sisi yang berlawanan ke saluran keluar bawah. Jenis koneksi yang optimal, memberikan pemanasan yang merata di seluruh area baterai. Dengan cara ini, sambungkan baterai pemanas dengan benar, yang panjangnya melebihi 1 meter. Kehilangan panas tidak melebihi 2%.
- Pelana. Pasokan dan pengembalian terhubung ke lubang bawah yang terletak di sisi yang berlawanan. Ini terutama digunakan dalam sistem pipa tunggal ketika tidak ada metode lain yang memungkinkan. Kehilangan panas akibat sirkulasi pendingin yang buruk di bagian atas perangkat mencapai 15%.
MENONTON VIDEO
Saat memilih tempat untuk pemasangan, beberapa faktor diperhitungkan yang memastikan pengoperasian perangkat pemanas yang benar. Pemasangan dilakukan di tempat yang paling tidak terlindung dari penetrasi udara dingin, di bawah bukaan jendela. Disarankan untuk memasang baterai di bawah setiap jendela. Jarak minimum dari dinding adalah 3-5 cm, dari lantai dan ambang jendela - 10-15 cm Dengan celah yang lebih kecil, konveksi memburuk dan daya baterai turun.
Kesalahan umum saat memilih lokasi pemasangan:
- Tempat pemasangan derek penyetel tidak diperhitungkan.
- Jarak kecil ke lantai dan ambang jendela mencegah sirkulasi udara yang tepat, akibatnya perpindahan panas berkurang dan ruangan tidak memanas hingga suhu yang disetel.
- Alih-alih beberapa baterai yang terletak di bawah setiap jendela dan membuat tirai termal, satu radiator panjang dipilih.
- Pemasangan kisi-kisi dekoratif, panel yang mencegah penyebaran panas secara normal.
Metode sirkulasi pendingin
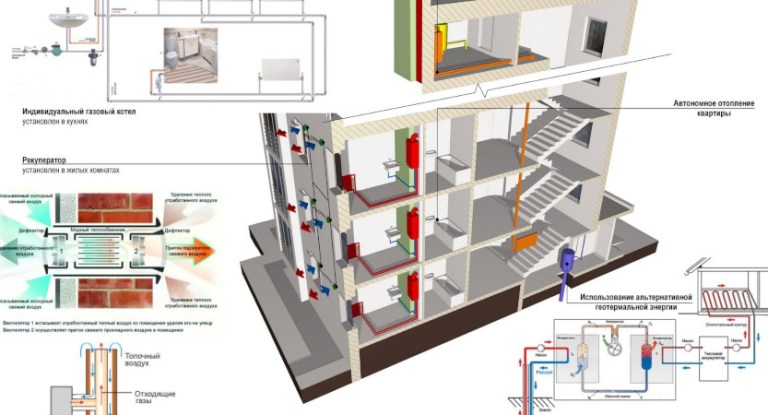
Sirkulasi cairan pendingin melalui pipa terjadi secara alami atau paksa. Metode alami (gravitasi) tidak melibatkan penggunaan peralatan tambahan. Pendingin bergerak karena perubahan karakteristik cairan sebagai akibat dari pemanasan. Pendingin panas yang memasuki baterai, mendingin, memperoleh kepadatan dan massa yang lebih besar, setelah itu jatuh, dan pendingin yang lebih panas masuk sebagai gantinya. Air dingin dari aliran balik secara gravitasi ke dalam boiler dan menggantikan cairan yang sudah dipanaskan. Untuk operasi normal, pipa dipasang pada kemiringan minimal 0,5 cm per meter linier.
Skema sirkulasi cairan pendingin dalam sistem menggunakan peralatan pompa
Untuk suplai pendingin paksa, pemasangan satu atau lebih pompa sirkulasi adalah wajib. Pompa dipasang pada pipa balik di depan boiler. Pengoperasian pemanasan dalam hal ini tergantung pada pasokan listrik, namun memiliki keuntungan yang signifikan:
- Penggunaan pipa berdiameter kecil diperbolehkan.
- Utama dipasang di posisi apa pun, secara vertikal atau horizontal.
- Lebih sedikit pendingin yang dibutuhkan.
5 Mitos dan fakta tentang pipa tembaga untuk suplai air
Pipa tembaga pipa telah diberkahi dengan sejumlah kekurangan dari kategori mitos, karena persaingan dan kurangnya kesadaran.
1. Biaya tinggi dari pipa tembaga. Ide ini terbentuk berkat iklan pipa plastik yang agresif. Memang, pipa tembaga 2-3 kali lebih mahal daripada yang plastik, tetapi fitting yang terbuat dari tembaga harganya 30-50 kali lebih murah daripada yang terbuat dari polimer. Mengingat bahwa metode pemasangan pipa dapat digunakan sama, maka biaya pemasangan sistem dari bahan-bahan ini kira-kira sama. Akibatnya, biaya pipa selesai sangat tergantung pada topologi sistem.
Dalam kasus jaringan yang panjang dan tidak bercabang (utama, misalnya), pipa plastik jauh lebih murah. Saat menggunakan plastik mahal dan bagus, yang dirancang untuk klorinasi tingkat tinggi, tetapi tidak tersedia di pasar Rusia, sistem polimer jelas akan lebih mahal. Pipa tembaga dapat dipasang tanpa menggunakan alat kelengkapan, yang membuatnya lebih murah. Dan mengingat daya tahan dan keandalan yang tinggi dari sistem tembaga, biaya operasinya jauh lebih rendah daripada yang plastik. Dalam hal pembuangan pipa tembaga bekas, dana yang dikeluarkan dikembalikan.
2. Tembaga beracun. Pernyataan yang sama sekali tidak berdasar. Beracun hanya senyawa tembaga khusus yang diproduksi oleh industri (pewarna, vitriol biru, lainnya) dan tidak terbentuk secara alami di dalam pipa. Oksida logam ini, yang terutama merupakan lapisan pelindung (patina) di permukaannya, tidak beracun.Sebaliknya, mereka dan tembaga itu sendiri memiliki efek bakterisida dan bakteriostatik ringan, yang, ketika menggunakan air dari pipa semacam itu, memastikan keamanan infeksi yang tinggi.
3. Klorin. Zat ini dalam bentuknya yang murni adalah zat pengoksidasi yang sangat kuat, dilarang untuk diangkut melalui pipa tembaga. Dampak senyawa klorin, termasuk yang digunakan untuk desinfeksi air, tembaga mentolerir sepenuhnya tanpa rasa sakit. Sebaliknya, interaksi dengan zat-zat ini mempercepat pembentukan jaring pelindung pada permukaan tembaga. Oleh karena itu, di AS, selama pembilasan teknologi pipa baru, hiperklorinasi dilakukan untuk mendapatkan lapisan pelindung dengan cepat.
"Masalah klorin" dimulai dengan tembaga dengan diperkenalkannya pipa plastik ke pasar pipa. Hal ini disebabkan fakta bahwa bahkan senyawa klorin yang digunakan untuk mendisinfeksi air memiliki efek yang agak merugikan pada sebagian besar plastik. Dan aturan emas pemasaran yang sukses, seperti yang Anda tahu, mengatakan: "Serahkan kesalahan Anda ke pesaing - biarkan dia membenarkan dirinya sendiri."
4. Arus yang mengembara. Ini adalah arus yang mengalir di bumi ketika digunakan sebagai media penghantar. Dalam hal ini, mereka menyebabkan korosi benda logam di tanah. Dalam hal ini, arus nyasar tidak ada hubungannya dengan pipa tembaga, yang sebagian besar internal.
Dilarang menggunakan sistem tembaga dan baja sebagai elektroda arde utama. Jika aturan ini dipatuhi dengan ketat, maka tidak akan ada masalah listrik (termasuk arus nyasar). Pembumian, yang beroperasi dalam mode darurat, hanya melewati arus jangka pendek, yang tidak akan merusak pipa.Masalah muncul hanya ketika aturan dasar untuk desain dan pengoperasian instalasi listrik dilanggar.
Menandai dan biaya
Pipa untuk pemanasan dibuat, ditandai sesuai dengan GOST. Misalnya, produk dengan ketebalan dinding 0,8-10 mm diproduksi sesuai dengan standar GOST 617-90. Penunjukan lain menyangkut kemurnian tembaga, diatur oleh GOST 859-2001. Pada saat yang sama, tanda M1, M1p, M2, M2p, M3, M3 diperbolehkan.










Dengan menandai, yang ditunjukkan pada produk yang diproduksi, Anda dapat mengetahui informasi berikut:
- bentuk penampang. Ditunjuk dengan huruf KR.
- Panjang - indikator ini memiliki tanda yang berbeda. BT - teluk, MD - dimensi, KD - beberapa dimensi.
- Metode pembuatan produk. Jika elemen dilas, huruf C ditunjukkan di atasnya, huruf D ditempatkan pada produk yang ditarik.
- Fitur operasi khusus. Misalnya, peningkatan karakteristik teknis ditunjukkan oleh huruf P. Indeks plastisitas tinggi - PP, peningkatan akurasi pemotongan - PU, akurasi - PS, kekuatan - PT.
- Ketepatan manufaktur. Indikator standar ditunjukkan dengan huruf H, meningkat - P.
Untuk memahami cara membaca tanda secara visual, Anda perlu memahami contoh sederhana - DKRNM50x3.0x3100. Dekripsi:
- Itu terbuat dari tembaga murni, yang ditunjuk oleh merek M1.
- Produknya elastis.
- Bentuknya bulat.
- Lembut.
- Diameter luar — 50 mm.
- Ketebalan dinding - 3 mm.
- Panjang produk adalah 3100 mm.
Pabrikan Eropa menggunakan sistem penandaan DIN 1412 khusus. Mereka menerapkan penunjukan EN-1057 pada elemen sistem pasokan air dan pemanas.Ini termasuk jumlah standar yang digunakan untuk membuat pipa, elemen tambahan yang termasuk dalam komposisi - fosfor. Hal ini diperlukan untuk meningkatkan ketahanan terhadap karat.
Pipa tembaga di pabrik
Metode #2: Grooving (Gulungan Groove)
Pipa yang dibuat dengan sambungan dengan alur ujung (knurling grooves) telah dipraktikkan sejak lama pada konstruksi sistem kebakaran sprinkler (irigasi). Sejak 1925, metode penyambungan pipa yang sepenuhnya andal ini telah digunakan pada pipa baja dan besi untuk pemanasan, ventilasi, AC, dan sistem lainnya.
Sementara itu, metode sambungan mekanis knurled serupa juga tersedia untuk pipa tembaga dengan diameter 50mm hingga 200mm. Kit koneksi mekanis knurled berisi:
- kopling,
- gasket,
- berbagai kelengkapan.
Sistem knurling mekanis menawarkan alternatif praktis untuk mematri pipa tembaga berdiameter lebih besar. Dengan demikian, metode alur tidak memerlukan pemanasan tambahan (menggunakan api terbuka), seperti dalam kasus mematri atau menyolder lunak.
Alur knurling di ujung pipa tembaga adalah salah satu elemen utama dari metode koneksi "knurled groove". Pengukuran setelah penggulungan menentukan pemasangan yang sesuai
Sambungan alur didasarkan pada sifat keuletan tembaga dan peningkatan kekuatan logam ini selama pengerjaan dingin. Desainnya melibatkan penyegelan sistem penjepit, yang menggunakan paking elastomer sintetis (EPDM - Ethylene Propylene Diene Methylene) dan penjepit yang dirancang khusus.Sejumlah produsen di seluruh dunia menawarkan alat untuk membuat sendi knurled - gasket, klem, fitting.
Kelengkapan dengan berbagai ukuran dan klem kerja dengan gasket digunakan dalam desain sambungan yang dibuat dengan metode alur knurled
Mempersiapkan dan membuat sambungan alur knurled
Seperti proses penyambungan tembaga tanpa solder lainnya, persiapan ujung pipa yang benar adalah hal terpenting dalam menciptakan lasan yang kuat dan anti bocor. Pilihan alat knurling yang tepat untuk setiap jenis pipa tembaga juga jelas. Rekomendasi pabrikan harus diikuti untuk memastikan persiapan yang aman dan bebas masalah dari jenis sambungan ini.
Tabel tekanan dan suhu yang diizinkan untuk jenis sambungan ini
| Jenis koneksi | Rentang tekanan, kPa | Kisaran suhu, C |
| Alur, D = 50,8 - 203,2 mm, tipe K, L | 0 — 2065 | dikurangi 35 / ditambah 120 untuk K dikurangi 30 / ditambah 80 untuk L |
| Alur gulungan, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm tipe M | 0 — 1725 | dikurangi 35 / ditambah 120 |
| 0 — 1375 | dikurangi 30 / ditambah 80 |
Proses langkah demi langkah untuk merakit simpul dengan alur knurled:
- Potong sesuai ukuran ujung pipa tembaga persis tegak lurus terhadap sumbu.
- Hapus gerinda setelah pemotongan dan talang.
- Gulung alur ke dimensi yang diinginkan seperti yang dipersyaratkan oleh pabrikan fitting.
- Periksa fitting, gasket, klem dari kerusakan.
- Lumasi gasket sesuai dengan rekomendasi pabrikan.
Sebelum perakitan akhir, periksa permukaan penjepit untuk kebersihan dan kotoran. Pasang kompon sesuai dengan rekomendasi pabrikan.
Fragmen simpul yang dirakit secara praktis menggunakan metode "knurling groove".Gasket elastis dari braket penjepit diperlakukan dengan sedikit pelumas sebelum tempat duduk terakhir dari pipa tembaga.
Mur penjepit akhirnya harus dikencangkan dengan torsi yang dibutuhkan sesuai dengan rekomendasi pabrikan. Setelah mengencangkan sekrup, area penjepitan harus diperiksa ulang untuk memastikan bahwa rakitan terpasang dengan benar.
Menguji sistem knurled lengkap
Pengujian sistem perpipaan lengkap dapat dilakukan dengan menerapkan tekanan udara atau air ke sistem. Metode hidropneumatik juga tidak dikesampingkan ketika tekanan uji yang relatif tinggi diterapkan.
Namun, harus diperhitungkan bahwa nilai tekanan uji tidak boleh melebihi tekanan kerja maksimum yang diizinkan yang ditentukan oleh pabrikan sistem alur knurled.
Alat yang Anda perlukan
Untuk melakukan instalasi yang kompeten, Anda harus memiliki alat berikut:
- Pemotong pipa - harus dipilih berdasarkan jenis penampang pipa tertentu. Bisa mekanis atau manual;
- Sander - mungkin diganti dengan amplas;
- Obor gas untuk menyolder pipa tembaga atau besi solder dengan fluks dan solder.
Pekerjaan dimulai dengan menyusun rencana untuk sistem pemanas dengan penunjukan wajib tempat di mana baterai akan dipasang. Langkah selanjutnya adalah memotong pipa menjadi potongan panjang. Harus diingat bahwa ujungnya harus benar-benar tegak lurus. Spesimen yang dipotong harus bebas dari gerinda. Sambungan harus dibersihkan dengan amplas berbutir halus.










Sebuah fluks diterapkan ke ujung pipa yang dibersihkan, setelah itu (ujungnya) dimasukkan ke dalam radiator atau pas sampai berhenti.Setelah itu, solder diterapkan pada sambungan untuk menyolder pipa pemanas tembaga. Bagian kawin di persimpangan dipanaskan dengan kompor gas. Perawatan harus diambil untuk memastikan bahwa api tidak menyentuh solder. Tetapi, pada saat yang sama, itu harus meleleh untuk mengisi celah antara fitting dan pipa.
Varietas produk tembaga
Ada beberapa klasifikasi pipa tembaga. Mari kita pertimbangkan beberapa di antaranya. Menurut metode pembuatannya, produk dibedakan:
- Tidak dianil. Mereka terbuat dari logam murni dengan stamping atau rolling. Mereka dicirikan oleh kekuatan tarik tinggi, yaitu sekitar 450 MPa. Dalam hal ini, keuletan logam berkurang, yang menciptakan batasan tertentu pada penggunaan suku cadang.
- anil. Mereka berbeda dalam teknologi pemrosesan khusus. Pipa dipanaskan hingga 700C dan kemudian didinginkan secara bertahap. Akibatnya, produk agak kehilangan kekuatannya, tetapi menjadi lebih ulet. Pipa seperti itu meregang dengan sempurna, tepat sebelum putus, panjang elemen dapat bertambah satu setengah kali. Produk anil lebih lembut, yang menyederhanakan pemasangannya.
Bentuk bagian membedakan antara elemen bulat dan persegi panjang. Yang terakhir dibedakan oleh biaya yang lebih tinggi, yang disebabkan oleh kerumitan pembuatannya. Mereka digunakan untuk produksi konduktor dalam belitan stator peralatan listrik yang didinginkan dengan metode cair. Ukuran standar produk tembaga non-terisolasi dalam hal diameter luar bervariasi dari 12 hingga 267 mm. Apalagi masing-masing ukuran standar bisa memiliki ketebalan dinding yang berbeda, yaitu berkisar antara 0,6 hingga 3 mm. Untuk pasokan gas, digunakan produk dengan ketebalan minimum 1 mm.Dalam pipa ledeng, ukuran yang paling umum digunakan adalah 22, 18, 15, 12 kali 1 mm, 52 kali 2 mm dan 42, 35, 28 kali 1,5 mm.
Pipa tembaga anil kehilangan beberapa kekuatan, tetapi memperoleh plastisitas dan kelembutan khusus, yang memfasilitasi proses pemasangannya.
GOST 52318-2005 mengatur pembuatan bagian tembaga dalam tiga jenis, berbeda dalam tingkat kekerasan, sifat operasional dan mekanik:
- Lembut. Ditunjuk M atau W, usang r atau F22. Menahan ekspansi tanpa retak dan pecah dalam proses peningkatan diameter luar sebesar 25%. Dapat mengalami sambungan dingin yang lentur dan bebas pemasangan. Produk digunakan untuk mengatur sistem pemanas dan pasokan air dengan distribusi balok pipa ke pemanas dan perlengkapan pipa, serta untuk pompa panas, pemanas lantai dan panel.
- Setengah padat. Menandai P atau HH, versi usang z. Bagian menahan ekspansi dalam proses peningkatan diameter pipa sebesar 15%. Keuletan yang lebih rendah daripada produk lunak membutuhkan penggunaan panas untuk sambungan tanpa sambungan. Untuk menekuk Anda membutuhkan penyok pipa.
- Padat. Penunjukan T atau H, z6 atau F30 usang. Selama pemasangan, ekspansi pipa hanya terjadi selama proses pemanasan. Sebuah penyok pipa digunakan untuk menekuk bagian. Elemen padat, serta semi-padat, digunakan untuk mengatur jalan raya tanpa sering mengubah arah pergerakan dan belokan. Selain itu, produk tersebut digunakan untuk jaringan pipa yang membutuhkan peningkatan kekuatan mekanik.
Beberapa produsen memproduksi pipa khusus dengan opsi tambahan yang dibutuhkan untuk sistem pemanas dan pasokan air:
- Diisolasi dengan selubung berdinding tipis polietilen, yang ketebalannya 2-2,5 mm. Bahan ini tahan terhadap tekanan kimia dan mekanis, diterapkan pada pipa dengan diameter 12 hingga 54 mm. Selubung mengurangi kehilangan panas yang ada dalam sistem pemanas dan mencegah pembentukan kondensat pada pipa air dingin.
- Dengan isolasi pelindung setebal 2,5 hingga 3 mm. Sisi dalam cangkang polietilen dilengkapi dengan gigi memanjang kecil yang membentuk saluran udara. Dengan demikian, karakteristik insulasi termal ditingkatkan, dan dimungkinkan untuk melakukan ekspansi termal pipa monolitik dengan fluktuasi suhu.
- Dengan cangkang insulasi termal yang terbuat dari bahan berbusa: karet sintetis, busa polietilen, busa poliuretan lunak, dll. Lebar lapisan insulasi bisa melebihi 30 mm. Shell digunakan untuk mengurangi perpindahan panas yang tinggi dalam air panas dan sistem pemanas.
Jika perlu, Anda dapat membeli suku cadang khusus untuk perlindungan dan isolasi termal dari pipa yang dipasang.
Fitting digunakan untuk menghubungkan bagian-bagian tembaga. Jangkauan mereka sangat luas. Mereka berbeda dalam bentuk dan dirancang untuk membuat berbagai jenis koneksi.
Pilihan untuk menyambung pipa yang terbuat dari tembaga
Saat merakit pemanas, berbagai metode pemasangan digunakan. Jadi, penyambungan pipa tembaga dilakukan dengan metode yang bisa dilipat dan tidak bisa dilipat. Dalam kasus pertama, flensa, pengencang berulir, alat kelengkapan digunakan, yang dipasang secara otomatis.Saat merancang sistem pemanas yang tidak dapat dipisahkan, pengepresan, penyolderan, dan pengelasan digunakan.
sambungan las
Mari kita lihat proses pengelasan pipa tembaga. Teknik docking ini diterapkan pada pipa dengan diameter 108 mm atau lebih. Ketebalan dinding bahan pemanas harus minimal 1,5 mm. Untuk melakukan pekerjaan pengelasan, dalam hal ini, hanya perlu pantat, sedangkan suhu yang tepat harus 1084 derajat. Perlu ditambahkan bahwa opsi untuk memasang pemanas ini tidak disarankan untuk dilakukan dengan tangan.
Hingga saat ini, pembangun menggunakan beberapa jenis pengelasan:
- Pengelasan gas menggunakan pembakar tipe oxy-acetylene.
- Pengelasan dengan elektroda habis pakai, dilakukan di lingkungan gas inert - argon atau helium.
- Pengelasan di mana elektroda yang tidak dapat dikonsumsi digunakan.
Dalam kebanyakan kasus, metode pengelasan busur digunakan untuk menggabungkan elemen tembaga. Jika pipa yang akan digunakan untuk merakit pipa terbuat dari tembaga murni, maka perlu menggunakan elektroda tungsten yang tidak dapat melebur di lingkungan argon, nitrogen, atau helium. Saat mengelas elemen tembaga, prosesnya harus cepat. Ini akan mencegah pembentukan berbagai oksidasi pada dasar logam pipa.
Sambungan las pipa tembaga
Untuk memberikan kekuatan pada sambungan seperti itu, setelah menyelesaikan pekerjaan docking, disarankan untuk melakukan penempaan tambahan pada sambungan yang dihasilkan.
Koneksi pembakaran
Kebetulan penggunaan obor las selama pemasangan sistem pemanas menciptakan ketidaknyamanan. Dalam hal ini, disarankan untuk menggunakan sambungan pipa tembaga yang melebar.Metode pemasangan ini ternyata dapat dilepas, yang akan memainkan peran positif jika terjadi perakitan pemanas paksa.
Operasi semacam ini akan membutuhkan kehadiran wajib perangkat pembakaran. Kami akan mencoba menjelaskan secara rinci cara menghubungkan pipa pemanas dengan pembakaran:
- untuk mulai dengan, ujung pipa dibersihkan untuk menghilangkan dari permukaannya lecet dan gerinda yang terbentuk selama penggergajian material;
- kopling dipasang pada pipa;
- kemudian pipa dimasukkan ke dalam alat penjepit, dengan bantuan ekspansi lebih lanjut dilakukan;
- maka Anda harus mulai mengencangkan sekrup alat hingga sudut ujung pipa mencapai 45 derajat;
- setelah area pipa siap untuk sambungan, kopling harus dibawa ke sana dan mur harus dikencangkan.
Anda dapat mempelajari lebih lanjut tentang prosesnya dalam video di bawah ini.










Tekan metode koneksi
Selain semua metode di atas untuk memasang pipa pemanas, ada juga metode pengepresan. Untuk menggabungkan elemen tembaga dalam hal ini, ujung pipa yang disiapkan sebelumnya harus dimasukkan ke dalam kopling sampai berhenti. Setelah ini, penggunaan pers hidrolik atau manual akan diperlukan, di mana pipa akan diperbaiki.
Jika pemanas direncanakan untuk dirakit dari pipa berdinding tebal, alat kelengkapan tekan dengan selongsong kompresi khusus akan diperlukan. Elemen-elemen ini memungkinkan untuk mengompres pipa dan alat kelengkapan untuk pemanasan dari dalam, sementara segel eksternal akan memberikan kekencangan struktur yang sangat baik.
Koneksi jenis utas
Sayangnya, tidak mungkin untuk menemukan pipa tembaga dengan sambungan berulir di pasaran, dan oleh karena itu biasanya menggunakan alat kelengkapan yang memiliki mur penyambung untuk menghubungkan bagian-bagian dari sistem pemanas.
Untuk menyambung pipa tembaga dengan pipa yang terbuat dari bahan lain, digunakan fitting berulir perunggu atau kuningan. Penggunaannya menghilangkan kemungkinan korosi galvanik. Jika diameter pipa berbeda, gunakan bantuan ekspander khusus.
Mempertimbangkan jenis segel yang digunakan saat ini untuk sistem pemanas tembaga, ada dua jenis sambungan berulir:
- Konsolidasi tipe kerucut ("Amerika"). Elemen-elemen ini direkomendasikan untuk pemasangan pemanas dalam kondisi indikator suhu tinggi.
- Koneksi tipe datar. Bahan-bahan tersebut termasuk dalam segel desainnya yang terbuat dari bahan polimer dengan berbagai warna. Gasket dicat dengan warna berbeda untuk menunjukkan suhu di mana Anda dapat bekerja dengan elemen tersebut.
Diagram koneksi untuk pipa tembaga
Perakitan sendiri
Pemasangan pipa menggunakan pipa tembaga cukup layak dengan tangan Anda sendiri. Untuk melakukan ini, gunakan pembakar gas dan solder, yang terdiri dari dua jenis - keras dan lunak. Solder keras digunakan untuk penyolderan suhu tinggi dalam komunikasi untuk pasokan air, gas, dan pemanas. Lembut - untuk menyolder pada suhu yang lebih rendah dalam kondisi domestik.

- menyikat dan mengampelas bagian dalam sambungan;
- aplikasi pasta fluks di dalam dan di luar;
- memanaskan titik koneksi dengan kompor gas.
Manfaatkan tips ini. Jangan lepaskan gerinda setelah memotong tepi pipa dengan amplas. Salah satu ujung pipa harus diperluas dengan expander pipa agar pas satu sama lain
Saat mengoleskan pasta fluks, pastikan tidak terlalu banyak dan tidak masuk ke lumen pipa saat menyolder.
Penting untuk tidak terlalu panas pada persimpangan, 15-20 detik sudah cukup untuk mendapatkan efeknya. Pemanasan dihentikan ketika fluks memperoleh warna perak.
Sebelum memulai sistem yang sudah jadi, disarankan untuk membilasnya dengan tekanan air yang besar untuk menghilangkan semua partikel dari proses pemasangan.
Bekerja dengan api terbuka membutuhkan tindakan pencegahan keselamatan. Kehidupan dan kesehatan patut dijaga selama pekerjaan ini.
Pipa tembaga, karena sifatnya yang luar biasa, telah menunjukkan diri mereka sebagai pilihan yang andal untuk sistem pemanas, bersama dengan kemungkinan pasokan air panas dan dingin.
Klasifikasi berdasarkan bahan pembuatan
Pilihan material tergantung pada beban operasional - tekanan, aliran fluida, (kadang-kadang juga pada densitasnya), serta pada tingkat hambatan hidrolik. Bagaimanapun, fitting adalah penghalang aliran tambahan yang disebabkan oleh berbagai elemen yang berdekatan - gasket dan fitur desain produk itu sendiri - keberadaan pasang surut, tepian, jari-jari kelengkungan, bagian transisi, dll.
Bahan-bahan yang direkomendasikan untuk pembuatan bagian-bagian tersebut juga dipilih dengan mempertimbangkan kemampuan manufaktur produksinya:
- Besi cor. Besi cor dengan grafit nodular (kelas VCh100) lebih sering digunakan, yang memiliki kekuatan yang cukup dan keuletan yang memuaskan. Cukup sering ada adaptor yang terbuat dari besi ulet kadar SCH30 atau SCH35, serta besi ulet kadar KCh35-10 atau KCh 37-12. Dalam beberapa kasus, produk jadi digalvanis untuk meningkatkan presentasinya.
- Baja.Sebagian besar stainless steel grade 08X18H10 digunakan, serta rekan-rekan asingnya. Nilai lain digunakan dalam sistem yang dirancang untuk memompa media korosif pada suhu tinggi yang terkontaminasi dengan partikel abrasif. Di sini baja tipe 45X digunakan. 40HN. 40HNM dan sejenisnya.
- Kuningan. Saat menggunakan teknologi deformasi plastik, mereka dipandu oleh merek kuningan yang dapat dideformasi: biasa dari L70, multikomponen - LA-77-2, LN 65-5. Dari pengecoran kuningan - LTs40S, LTs25S2, dll.
- Logam-plastik berdasarkan aluminium yang dapat dideformasi dan nilai polietilen PE-X atau PE-RT.
- Polietilen tekanan rendah (HDPE). Pada beban operasional yang rendah, polimer digunakan yang diproduksi sesuai dengan persyaratan teknis GOST 16338-85.

Fitting untuk pipa HDPE: jenis fitting dan opsi untuk menghubungkan pipa Dalam konstruksi, pipa yang terbuat dari HDPE semakin banyak digunakan. Oleh karena itu, kebutuhan akan elemen tulangan juga semakin meningkat. Dengan bantuan mereka, pemasangan pipa menjadi mudah dan cepat ...










Varietas produk tembaga
Saat ini, ada beberapa jenis tabung tembaga. Di bawah ini adalah yang utama.
Dengan janji
Tabung berikut digunakan untuk tujuan yang dimaksudkan:
- untuk furnitur - terbuat dari krom - 25 mm;
- untuk peralatan komersial - produk oval - 25 mm;
- dalam pembuatan penyangga furnitur - 50 mm (batang);
- untuk ruang dapur - 50 dan 26 mm (pagar dan palang).
Pada produksi furnitur, pipa berlapis krom furnitur digunakan. Ini digunakan dalam struktur furnitur utama - sebagai batang logam. Tidak seperti bulat, ia memiliki penampang persegi panjang. Profil yang paling umum digunakan adalah 40*100, 40*80, 50*50.
Itu dipasang hanya pada permukaan yang rata, dan juga digunakan dalam perbaikan dan di pabrik mobil - saat membuat kerangka yang kuat.
Menurut metode pembuatannya
Tergantung pada metode pembuatannya, tabung tembaga tersebut digunakan sebagai:
Pipa tembaga yang tidak dianil. Itu terbuat dari logam murni menggunakan stamping.
Ini memiliki kekuatan tarik tinggi. Dalam hal ini, logam menjadi kurang ulet, setelah itu ada beberapa batasan penggunaan tabung semacam itu.
Pipa tembaga anil adalah plastik, kualitas ini memudahkan proses pemasangan
Pipa tembaga anil. Ini melewati teknologi pemrosesan khusus. Dipanaskan hingga 700 derajat Celcius dan kemudian didinginkan. Dalam hal ini, elemen pipa menjadi kurang kuat, tetapi lebih fleksibel.
Selain itu, mereka meregang dengan baik - sebelum putus, panjangnya bertambah 1,5 kali lipat.
Produk perpipaan anil lebih lembut, sehingga pemasangannya lebih cepat dan mudah.
Menurut bentuk bagian
Menurut bentuk bagian, mereka membedakan:
- pipa air bundar;
- elemen pipa memiliki bentuk persegi panjang. Mereka digunakan untuk membuat konduktor di belitan stator peralatan listrik, yang didinginkan dengan metode cair.
Dimensi pipa tembaga dapat ditentukan dengan diameter luar, yaitu 12-267 mm. Dalam hal ini, setiap ukuran pipa memiliki ketebalan dinding tertentu sebesar 0,6–3 mm.
Saat mengalirkan gas ke rumah, digunakan pipa yang memiliki ketebalan minimal 1 mm.
Saat memasang pipa ledeng, dalam banyak kasus pipa tembaga digunakan, yang memiliki ukuran seperti: 12, 15, 18, 22 kali 1 mm, 28, 35, 42 kali 1,5 mm dan 52 kali 2 mm.
Menurut tingkat kekerasan
Menurut tingkat kekerasan tabung tembaga digunakan, seperti:
Lembut. Sebutannya adalah M atau W. Mereka mampu menahan ekspansi tanpa retak dan robek ketika diameter luar mengembang 25%.
Produk pipa semacam itu digunakan ketika sistem pemanas sedang dibuat atau pipa sedang diletakkan untuk pasokan air konsumen. Pada saat yang sama, distribusi balok pipa ke pipa ledeng dan perangkat pemanas dibuat.
Elemen pipa lunak dalam banyak kasus digunakan dalam konstruksi dan perbaikan pipa air. Koneksi mereka dianggap paling sederhana - docking dapat dilakukan tanpa menggunakan peralatan tambahan.








Pipa tembaga dapat menahan suhu tinggi dari cairan yang diangkut melaluinya
Setengah padat. Mereka memiliki sebutan berikut - P atau NN. Produk pipa tersebut mampu menahan ekspansi dengan peningkatan diameter 15%.
Saat dipasang, pemanas digunakan untuk menghubungkan tabung tanpa menggunakan alat kelengkapan. Untuk produk semi-padat yang menekuk atau tidak menekuk, penyok pipa untuk pipa tembaga digunakan.
Padat. Mereka ditunjuk oleh huruf-huruf berikut - T atau H. Saat dipasang, distribusi dilakukan hanya selama pemanasan. Untuk menekuk pipa, gunakan penyok pipa.
2 jenis produk tembaga terakhir digunakan dalam pembangunan berbagai jalan raya.
Juga, bagian-bagian tersebut digunakan dalam konstruksi pipa, yang seharusnya meningkatkan kekuatan mekanik.
Penyegelan tabung semacam itu dianggap sebagai proses penting. Bagaimanapun, pelepasannya dapat terjadi kapan saja - misalnya, ketika sealant habis. Jika terjadi situasi seperti itu, sambungan harus sepenuhnya diulang.
Jenis berliku
Pabrikan menggunakan berbagai jenis belitan untuk pipa tembaga:
- pita FUM. Pita ini digunakan di semua jenis koneksi berulir;
- menyembuhkan sealant untuk pipa. Bahan semacam itu digunakan baik di berbagai perusahaan maupun dalam kehidupan sehari-hari;
- sealant buatan sendiri untuk pipa ledeng. Pipa-pipa yang dipasang di rumah-rumah tahun 1940-an tidak bocor.
Juga, metode ini dapat diterapkan jika perlu membuat pemanas dari pipa tembaga.
Jika timbal merah tidak tersedia, maka cat PF biasa harus digunakan.
Penyegelan saat bekerja dengan sistem penghantar fluida adalah wajib