- Menyolder pipa tembaga dengan tangan Anda sendiri: bagaimana cara menyolder pipa tembaga?
- Solder untuk menyolder tembaga
- Obor gas untuk menyolder
- Aturan untuk pengoperasian peralatan yang aman
- Cara menyolder pipa
- Metode untuk menyolder bagian tembaga
- Fitur senyawa suhu tinggi
- mematri
- Tindakan pencegahan keamanan saat menyolder pipa tembaga
- Instruksi penyolderan lembut
- Mengikat pipa tembaga dengan bahan lain
- Mitos tentang pipa tembaga
- Bagaimana memilih solder yang tepat?
- Koneksi crimp pengikat tekanan tinggi
- Metode #4: Koneksi push-connect
Menyolder pipa tembaga dengan tangan Anda sendiri: bagaimana cara menyolder pipa tembaga?
Ada dua jenis pipa tembaga solder:
- suhu rendah;
- suhu tinggi.
Menggunakan metode pertama, sebagai suatu peraturan, komunikasi rumah tangga dipasang. Solder lunak cocok untuk metode ini, bisa berupa kawat tembaga (dengan campuran fosfor) dengan penampang 2 mm, timah atau timah dengan aditif, solder lunak dengan perak.
Menyolder diri sendiri, dengan sedikit keterampilan, tidak akan sulit.
Solder lunak memiliki titik leleh yang lebih rendah daripada tembaga, jadi selama Anda berhati-hati, Anda dapat bekerja dengan aman.
Pertama-tama, Anda harus menyiapkan fluks, karena fluks membersihkan logam dari oksida dan melindungi lokasi penyolderan dari akses oksigen. Flux memperlakukan ujung pipa dan bagian penghubung, dalam hal ini fitting.
Selanjutnya, pipa dihubungkan ke fitting, dan sambungan dipanaskan dengan kompor gas atau besi solder. Selama pemanasan, solder meleleh dan dalam keadaan cair menembus ke semua rongga bebas sambungan. Solder harus didistribusikan secara merata di atas sambungan dan pipa dengan fitting harus disisihkan sampai dingin.
Penyolderan keras dilakukan dalam urutan yang sama, tetapi dengan suhu pemanasan solder yang lebih tinggi.
Solder untuk menyolder tembaga
Pasar konstruksi menawarkan beberapa pilihan solder untuk menyolder pipa tembaga. Ada pendapat bahwa solder lunak, yang terdiri dari timah dengan berbagai aditif, tidak dapat memastikan keandalan sambungan solder. Terlepas dari kenyataan bahwa ini tidak sepenuhnya benar, Anda dapat bermain aman dan memilih solder dengan tambahan perak.
Untuk penyolderan suhu tinggi, solder tembaga-fosfor keras dimaksudkan, yang memberikan keandalan penyolderan yang lebih besar. Penyolderan suhu tinggi digunakan saat menyambung pipa dari pipa utama, di mana penurunan tekanan dapat diterima.
Obor gas untuk menyolder
Memulai pemasangan pipa secara independen, perlu untuk memilih alat dan peralatan yang tepat untuk menyolder pipa tembaga, dengan memberikan perhatian khusus pada burner. Pembakar dapat berupa:
Pembakar dapat berupa:
- Propana (digunakan, paling sering, dalam volume pekerjaan yang besar).
- Dengan campuran MAPP (campuran gas Methylacetylene-Propadien-Propane).
- Asetilen.
- Oksigen.
Pembakar gas dapat dilengkapi dengan silinder sekali pakai yang dapat dilepas atau dengan sambungan selang ke silinder stasioner.
Untuk pemasangan pipa kecil, model dengan tangki bensin yang dapat dilepas sudah cukup.
Itu saja yang perlu Anda ketahui tentang fitur produk tembaga solder. Memiliki peralatan dan bahan yang diperlukan untuk menyolder pipa tembaga, Anda dapat secara mandiri memasang pipa rumah yang akan bertahan selama bertahun-tahun.










Aturan untuk pengoperasian peralatan yang aman
Peralatan tabung gas, jika digunakan secara tidak benar, dapat menjadi sumber ledakan atau kebakaran hebat.
Saat melakukan pekerjaan pengelasan, pastikan untuk menggunakan alat pelindung diri: kacamata, sarung tangan, sepatu khusus.

Sebelum mulai bekerja, Anda harus hati-hati memeriksa peralatan dari kerusakan. Jika peralatan kotor, pastikan untuk menghilangkan kotorannya
Dimungkinkan untuk bekerja dengan silinder propana hanya di area yang berventilasi baik, sedangkan suhu udara tidak boleh di bawah 0 ° C.
Benar-benar dilarang:
- Bekerja di dekat api terbuka.
- Jaga agar silinder tetap miring saat bekerja.
- Tempatkan kapal di bawah matahari.
- Lakukan pekerjaan tanpa gearbox.
- Panaskan gearbox di atas api terbuka.
Selain itu, jika Anda mencium bau gas, Anda harus segera berhenti bekerja dan menutup katup pada silinder. Kami juga menyarankan Anda membiasakan diri dengan penyebab utama ledakan tabung gas.
Bekerja tanpa alat pelindung diri, Anda dapat terbakar, tidak hanya dari nyala api terbuka, tetapi juga karena menyentuh bagian yang panas secara tidak sengaja.
Jika pembakar buatan yang dianggap tidak cocok untuk Anda, kami sarankan Anda membiasakan diri dengan opsi lain untuk membuat produk buatan sendiri yang bermanfaat yang dibahas dalam artikel kami - pembakar obor dan pembakar kompor sauna.
Cara menyolder pipa
Sebelum mulai bekerja, Anda perlu menyiapkan komunikasi untuk pemaparan. Pengelasan pipa dilakukan pada bagian kecil dari sistem saluran pembuangan, jadi Anda perlu memotong pipa ke ukuran tertentu. Tempat pemotongan dibersihkan, setelah itu talang dibuat di sana. Operasi ini akan membantu memfasilitasi koneksi cabang pemanas dan pendingin ke alat kelengkapan.
Foto - petunjuk langkah demi langkah
Untuk pemasangan bahan anil, Anda perlu menggunakan apa yang disebut ekspander pipa. Alat ini diperlukan untuk pemasangan pada fitting berdiameter non-standar. Ada perangkat dengan diameter berbeda, hampir hingga 110 mm.
Petunjuk langkah demi langkah bagaimana caranya pipa tembaga solder timah:
Menurut SNiP, diameter nominal harus selalu lebih kecil dari fitting;
Pemrosesan sambungan suhu tinggi dimulai hanya setelah pengupasannya. Perlengkapan dan pipa harus dibersihkan dengan sikat dan, jika perlu, digosok dengan amplas. Tergantung pada penyimpanan komunikasi, juga disarankan untuk merawat persendian mereka dengan alkohol untuk degreasing;
Selanjutnya, lapisan tipis pasta fluks diterapkan ke tempat di mana pipa tembaga akan disolder dan alat kelengkapan yang akan dipasang untuk menghubungkan bagian-bagian komunikasi akan dipasang;
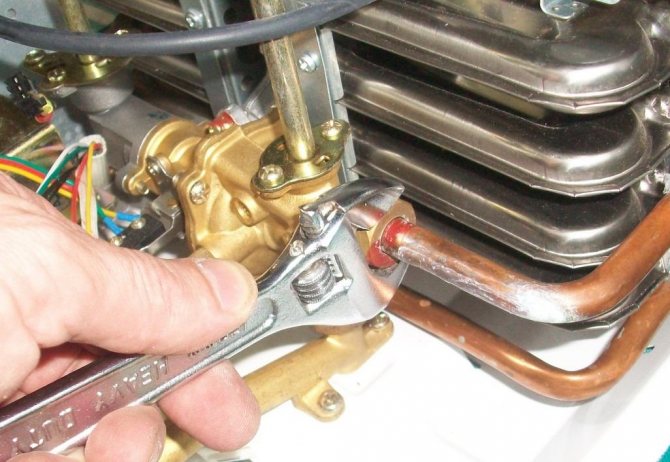
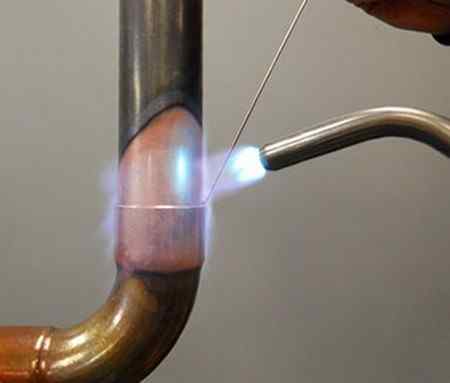
Sekarang pembakar menyala pada suhu yang diinginkan. Solder harus dilakukan tepat di sepanjang tepi sambungan, dan tempat pemasangan harus dipanaskan dengan obor.Untuk pengelasan komunikasi pipa, akan lebih mudah untuk bekerja dengan timah, karena timah diserap ke dalam logam dan Anda dapat menghemat waktu untuk memanaskan sambungan;
Hal ini diperlukan untuk menyolder pipa tidak lebih dari 20 detik, karena suhu maksimum pembakar lebih dari 1000 derajat. Hati-hati, dalam beberapa kondisi diperlukan pengelasan suhu rendah, jadi disarankan untuk mengetahui jenis pipa apa yang Anda miliki;
Setelah perakitan saluran pembuangan dilakukan
Sangat penting untuk tidak segera menyalakan air di saluran, jika tidak sambungan tidak akan punya waktu untuk menjadi dingin dan akan ditutupi dengan retakan - ini akan berdampak negatif pada ketatnya sambungan. Waktu pendinginan rata-rata untuk tembaga adalah dari 30 menit hingga dua jam.
Untuk mengelas pipa tembaga dengan perbedaan diameter kecil, digunakan teknologi "penyolderan kapiler". Ini memungkinkan Anda untuk menghubungkan komunikasi individu dengan besi solder dengan perbedaan di antara mereka hingga 0,5 mm. Dalam hal ini, solder mengisi ruang di antara pipa. Ini memungkinkan pemasangan sistem tanpa jahitan. Teknik ini menggunakan solder keras, yang memiliki fungsi pelindung yang lebih baik.
Sebagian besar keberhasilan penyolderan tergantung pada jenis solder yang digunakan. Paling sering, pipa tembaga dilas dengan perak, kuningan dan timah, yang memiliki laju aliran tinggi. Lebih jarang, pekerjaan dilakukan dengan aluminium.
Anda dapat segera membeli tidak hanya mesin untuk menyolder pipa tembaga, tetapi juga satu set ekspander dan alat kelengkapan yang akan dibutuhkan saat memasang kabel saluran pembuangan tanpa tukang ledeng profesional. Sebelum mulai bekerja, kami menyarankan Anda untuk menjalani pelatihan teknologi, atau setidaknya menonton video.










Metode untuk menyolder bagian tembaga
Untuk menghubungkan pipa tembaga, hanya dua metode penyolderan yang digunakan.Masing-masing digunakan sesuai dengan spesifikasi dan karakteristik bagian. Penyolderan pipa tembaga sendiri dibagi menjadi:
- Pada suhu tinggi, itu disebut "padat". Indikator suhu dalam mode ini mencapai 900 °. Solder tahan api memungkinkan Anda untuk menghasilkan jahitan dengan indikator kekuatan tinggi, metode ini digunakan dalam pembuatan pipa dengan beban tinggi.
- Proses penyolderan lunak dilakukan pada suhu mulai dari 130 °, digunakan dalam aplikasi domestik saat bekerja dengan pipa dengan diameter hingga 1 cm Teknologi ini melibatkan penyambungan dengan docking, pra-perawatan dengan pasta fluks.
Selama bekerja, penting untuk tidak lupa bahwa kekuatan nyala api yang dikeluarkan oleh burner dapat mencapai 1000 derajat. Karena itu, pemrosesan sambungan harus dilakukan tidak lebih dari 20 detik.
Saat dipanaskan, solder lunak mulai meleleh dan mengisi sambungan.
Fitur senyawa suhu tinggi
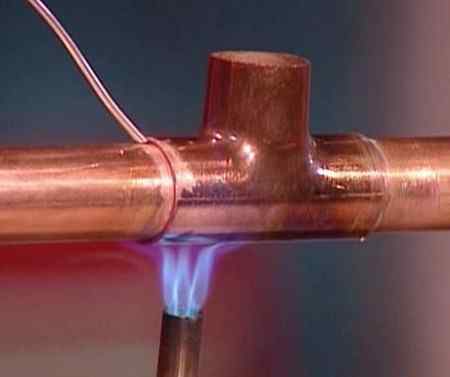
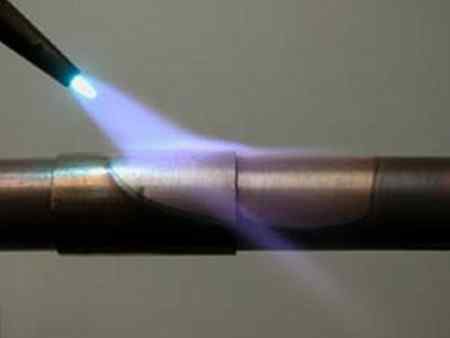
Dalam metode penyolderan suhu tinggi, logam ditembakkan pada 700 ° C ke atas, yang berkontribusi pada pelunakan logam. Untuk menyolder, digunakan peralatan nyala yang mampu melelehkan solder keras. Solder terdiri dari komposisi tembaga-fosfornya, diproduksi dalam bentuk batang. Proses menyolder pipa tembaga tidak menyiratkan penggunaan fluks, mengikuti urutan tindakan, dimungkinkan untuk mengisi sambungan dengan benar.
Sambungan pipa tembaga suhu tinggi
Prosesnya dimulai saat batang solder meleleh, langkah kerjanya adalah:
- setelah perakitan, jahitan sambungan memanas;
- solder solid-state disuplai ke persimpangan, pelunakan yang dilakukan oleh pembakar gas;
- ketika dikonfirmasi secara visual bahwa solder diterapkan pada logam, pipa harus diputar, docking harus diperiksa di sepanjang seluruh perimeter.
Keuntungan utama dari metode ini adalah kekuatan sambungan pipa tembaga yang tinggi, jika perlu, dimungkinkan untuk mengubah diameter sambungan dengan sisi yang lebih kecil. Suhu tinggi selama operasi tidak dapat merusak jahitan. Penyolderan keras membutuhkan keterampilan tertentu, panas berlebih mungkin terjadi selama operasi, yang mengarah pada penghancuran logam.
mematri
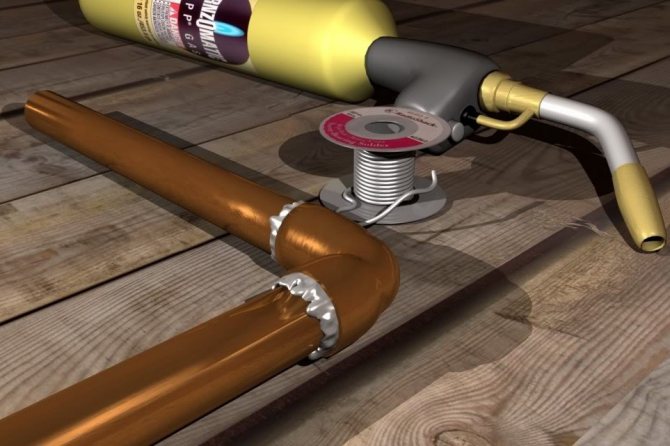
Setiap proses membutuhkan pendekatan yang bertanggung jawab terhadap kinerja pekerjaan. Untuk pemanasan, pembakar propana atau bensin digunakan saat menggunakan solder lunak dengan menyambungkan pipa tembaga
Penting untuk diketahui bahwa burner dengan pengapian piezo akan secara signifikan mengurangi waktu pengoperasian, tidak disarankan untuk membeli model mahal tanpa fungsi ini.
Proses teknologi
Dalam prosesnya, penting untuk menggunakan aksesori berkualitas tinggi, pasta fluks memainkan peran penting dalam koneksi. Cakupan seragam bagian pipa tembaga dicapai dengan menggunakan sikat lembut, setelah aplikasi, kelebihannya dihilangkan dengan lap
Suhu pembakar bisa mencapai 900 derajat, saat menyolder, penting untuk tidak mengekspos produk secara berlebihan, jika tidak akan terjadi panas berlebih.
Tindakan pencegahan keamanan saat menyolder pipa tembaga
Pipa tembaga digunakan sebagai konduktor fluida dengan sifat anti korosi yang baik. Pemasangan pipa tembaga tidak dapat dilakukan untuk menyediakan air keran yang dapat diminum. Tembaga bersentuhan dengan klorin, yang ditambahkan untuk memurnikan air, dan dapat membentuk zat berbahaya bagi tubuh manusia.Untuk sumber artesis, sumur tidak berbahaya untuk digunakan.










Solder tembaga dengan sarung tangan
Penting untuk menggunakan alat berkualitas tinggi, bekerja dengan sarung tangan dan memantau kondisi peralatan. Konduktivitas termal logam cukup tinggi, ketika salah satu simpul dipanaskan dan tindakan pencegahan keselamatan tidak diperhatikan, ada kemungkinan luka bakar
Jahitan berkualitas tinggi dapat diperoleh tanpa adanya faktor eksternal dalam bentuk beban sampai sambungan benar-benar dingin.
Instruksi penyolderan lembut
Perhatian: tepi pipa dan pipa itu sendiri harus benar-benar rata dan lurus - kualitas pengikatan bagian akan tergantung pada ini, oleh karena itu yang terbaik adalah menggunakan pemotong pipa untuk memotong pipa
- Menggunakan expander pipa, tambah diameter fitting, menggunakan beveler, bersihkan tepi pipa.
- Poles bagian dalam fitting dengan kuas, bagian luar pipa dengan kuas.
- Dengan kuas, oleskan pasta solder - fluks - ke fitting dan pipa dan segera pasang bagian-bagiannya, hindari segala jenis kontaminasi.
- Gunakan obor solder untuk memanaskan sambungan dengan lembut, bergerak ke seluruh bidang. Kriteria pemanasan yang baik adalah perubahan warna pasta.
- Selesai memanaskan bagian yang akan disambung, oleskan solder ke seluruh permukaan sambungan. Nyala api pembakar tidak boleh menyentuh kawat solder: solder harus meleleh pada permukaan tembaga pipa, tepatnya dari suhunya tanpa campur tangan api.
- Tunggu pendinginan alami sambungan - tanpa pendinginan apa pun.
- Pastikan untuk menghilangkan sisa pasta dari pipa dengan spons basah. Efeknya hanya diperlukan saat menyolder: itu menghancurkan lapisan pelindung dasar tembaga.
Perhatian: bagian-bagian selama penyolderan dan sementara setelah itu harus diperbaiki dengan baik, karena pipa tembaga hanya dapat disolder dalam posisi diam. Sambungan di tempat pemasangan bagian harus kencang dan rata.
Dimungkinkan untuk memeriksa hasilnya hanya ketika tekanan air yang cukup dihidupkan di dalam pipa, tetapi jika penyolderan berjalan dengan baik, keandalan koneksi tidak berkurang dengan cara apa pun dari suhu air, kemungkinan penurunan tekanan atau dari waktu ke waktu. waktu
Sambungan di tempat pengikatan bagian harus kencang dan rata. Dimungkinkan untuk memeriksa hasilnya hanya ketika tekanan air yang cukup dihidupkan di dalam pipa, tetapi jika penyolderan berjalan dengan baik, keandalan koneksi tidak berkurang dengan cara apa pun dari suhu air, kemungkinan penurunan tekanan atau dari waktu ke waktu. waktu.
Mengikat pipa tembaga dengan bahan lain
Ada beberapa nuansa penting yang terkait dengan kemungkinan menghubungkan struktur tembaga dengan produk dari logam lain:
- Mengikat tembaga dan baja galvanis dapat mempengaruhi kondisi pipa baja galvanis: reaksi kimia antara seng dan tembaga menyebabkan penghancuran yang pertama.
- Pengencang tembaga dengan baja, plastik dan kuningan aman dan tidak menimbulkan korosi pada logam.
Oleh karena itu, jika ada kebutuhan untuk mengencangkan pipa tembaga dan galvanis, maka itu dapat dilakukan hanya dengan bantuan fitting kuningan dan hanya dalam satu arah: melalui sirkulasi air dari pipa galvanis ke pipa tembaga.
Pipa tembaga dipasang pada pipa plastik atau baja hanya dengan fitting dorong kuningan.Pengikatan utama sistem dilakukan menggunakan cincin penjepit dan mur penjepit fitting: mereka disekrup dengan jumlah putaran standar yang ditunjukkan dalam dukungan teknis fitting, dan mereka harus diperiksa secara berkala selama operasi untuk kemungkinan kebocoran atau melonggarkan.
Mitos tentang pipa tembaga
Karena kurangnya kebiasaan tembaga sebagai bahan untuk gas, pasokan air dan sistem pemanas, konsumen domestik modern memiliki ketidakpercayaan tertentu terhadap logam ini. Ada dua mitos:
- Pipa tembaga berbahaya jika terkena air yang mengandung klor. Tentu saja, tembaga, yang memulai reaksi dengan elemen klorin, teroksidasi, tetapi film yang muncul di dalam pipa, sebaliknya, melindungi pipa dari berbagai tindakan kimia dan benar-benar aman bagi tubuh manusia.
- Pipa tembaga mahal dan tidak praktis, meskipun biayanya tinggi. Ketidakpraktisan dijelaskan oleh kemungkinan oksidasi dari sisi luar pipa, sementara di dalam pipa tembaga juga teroksidasi, tetapi mereka benar-benar kebal terhadap korosi. Mahalnya harga pipa tembaga lebih dari itu karena keawetan bahan dan kemudahan pemasangannya sendiri.
Tapi mitos seperti itu hanya bisa dihancurkan dengan latihan bertahun-tahun. Bukan tanpa alasan bahwa logam ini digunakan dalam sistem perpipaan beberapa abad yang lalu, dan sampai sekarang, tembaga memiliki pengakuan yang layak di negara-negara Eropa. Karena kemudahan pemasangan dan kualitas bahan, pipa tembaga untuk pipa domestik lebih disukai, dan pasti akan menemukan pengagum baru di negara kita.





![Penyolderan pipa tembaga sendiri [pemilihan obor, video, tip]](https://fix.housecope.com/wp-content/uploads/8/0/1/801490b7bbbfe2c416281ada3dc007be.jpeg)




Bagaimana memilih solder yang tepat?
Solder yang dipilih dengan benar akan membantu mengatur sistem komunikasi dengan kompleksitas apa pun tanpa banyak usaha. Ketika bekerja di rumah, Anda harus menggunakan bahan yang meleleh pada suhu rendah.
Penggunaan elemen peleburan keras suhu tinggi dalam kehidupan sehari-hari bermasalah, karena membutuhkan pemanasan paduan kerja hingga 600-900 derajat. Untuk mencapai ini tanpa peralatan khusus cukup sulit.
Menyolder tembaga makanan dapat dilakukan dengan solder khusus yang tidak mengandung unsur beracun, beracun, dan agresif yang dapat membahayakan kesehatan
Penggunaan logam dan turunannya yang meleleh pada suhu tinggi dikaitkan dengan beberapa risiko. Selama pemrosesan, mereka dapat merusak atau bahkan membakar melalui pipa tembaga berdinding tipis.
Untuk mencegah hal ini terjadi, masuk akal untuk mengambil solder lunak yang kuat, tetapi meleleh rendah, dan meninggalkan versi padat untuk komunikasi tembaga berdinding tebal.
Ketika tidak ada beban berat yang diharapkan pada sistem, tidak perlu menggunakan solder keras, kecuali jika diperlukan. Di kompleks rumah tangga utama, solder paduan ringan lunak cukup untuk membuat koneksi yang andal.
Untuk menghubungkan pipa tembaga di jaringan gas, ada baiknya memilih solder yang mengandung perak. Mereka memberikan kekuatan sambungan maksimum, netralitas getaran dan ketahanan tinggi terhadap pengaruh eksternal dan internal.
Akan lebih mahal untuk membayar perak, tetapi keamanan, keandalan, dan daya tahan sistem akan membayar semua biaya keuangan seiring waktu.
Koneksi crimp pengikat tekanan tinggi
Kemajuan dalam teknologi crimp bonding dan dalam pengembangan material o-ring memungkinkan penerapan crimp bonding ke sistem tekanan tinggi. Namun, sistem tekanan tinggi memerlukan konfigurasi rahang tekan yang sedikit berbeda.
Hasil produksi simpul penghubung menggunakan teknik crimp ganda 360º
Mengikat koneksi crimp untuk saluran gas bertekanan rendah, proses, dan non-medis menggunakan bentuk crimp heksagonal standar tunggal.
Ikatan tekanan yang lebih tinggi memerlukan penggunaan alat kelengkapan pers yang dirancang khusus dan rahang penjepit untuk memberikan kerutan ganda 360° pada alat kelengkapan.
Metode #4: Koneksi push-connect
Fitur khas dari metode perakitan push-in adalah bahwa tidak ada alat tambahan, pembakar, gas bahan bakar khusus, atau listrik yang diperlukan untuk pemasangan. Rakitan push-in dipastikan dengan segel elastomer terintegrasi dan cincin pegangan baja tahan karat.
Nyaman dalam segala hal dan cukup praktis untuk pengoperasiannya, cara merakit rakitan dengan memasukkan dengan menekan (push-connect)
Kisaran tekanan dan suhu tipikal untuk rakitan push-in ditunjukkan pada tabel:
| Jenis perakitan | Rentang tekanan, kPa | Kisaran suhu, C |
| Penyisipan push-in, D = 12,7 – 50,8 mm | 0 – 1375 | dikurangi 18 / ditambah 120 |
Ada dua jenis alat kelengkapan yang umum untuk jenis rakitan ini. Kedua opsi menciptakan rakitan simpul yang kuat dan andal.Namun, sementara satu jenis fitting push-in memungkinkan rakitan dilepas dengan mudah setelah pemasangan, seperti untuk pemeliharaan sistem, yang lain tidak mendukung konfigurasi ini. Perlengkapan momen ini berbeda satu sama lain.








Jenis alat kelengkapan untuk koneksi push-in: di sebelah kiri - desain yang dapat dilipat; kanan - desain yang tidak dapat dipisahkan
Sebelum merakit rakitan, Anda harus melakukan semua prosedur persiapan dengan pipa tembaga, seperti yang telah dijelaskan di atas
Di sini, perhatian khusus harus diberikan untuk membersihkan ujung miring pipa tembaga dengan amplas, kain abrasif nilon atau kain sanitasi. Tindakan ini memastikan integritas paking penyegelan pada saat memasukkan pipa tembaga ke badan fitting.
Perakitan melibatkan pelaksanaan dorongan yang kaku, gerakan memutar secara bersamaan yang diarahkan ke badan fitting. Pergerakan pipa tembaga di dalam fitting dilakukan sampai pipa tembaga bersandar pada bagian belakang fitting cup. Momen ini biasanya ditunjukkan dengan tanda kedalaman penyisipan yang dibuat sebelumnya pada permukaan tembaga.
Dengan bantuan informasi: Cooper